Как сделать споттер из сварочного аппарата своими руками
Споттер является разновидностью сварочного аппарата и применяется для точечной сварки. В основе его функциональности положено сопротивление тока. Устройство работает за счет того, что в зоне соприкосновения сварочного материала выделяется тепло при условии подачи электрического напряжения. Обычные сварочные аппараты могут стать фундаментом для самостоятельного изготовления такого устройства. Модель может быть инверторной или трансформаторной.
СОДЕРЖАНИЕ
- Назначение споттера
- Свойства и функциональность
- Как сделать споттер
- Какой споттер лучше – самодельный или заводской?
- Вместо заключения
Назначение споттера
Применяется споттер чаще всего в кузовном ремонте легковых автомобилей. Он востребован в тех случаях, когда по каким-либо причинам нет возможности выровнять поверхность кузовной детали молотком или похожим механическим способом, а повреждения являются небольшими. Тогда места деформации металла нагревают с помощью указанного инструмента. Чтобы сделать его своими руками, важно предварительно разобраться устройстве и функциональности оборудования.
Тогда места деформации металла нагревают с помощью указанного инструмента. Чтобы сделать его своими руками, важно предварительно разобраться устройстве и функциональности оборудования.
Устранения дефектов с помощью споттера выполняется таким образом. На поврежденном участке монтируется специальный крепеж. Он служит основой для установки самодельного приспособления. А уже с помощью споттера, используя дополнительную оснастку или только физическую силу специалиста, вмятина вытягивается под один уровень с нормальными неповрежденными участками кузова автомобиля. Инструмент очень эффективен и позволяет без ремонта и покраски устранять небольшие дефекты автомобильного кузова.
Свойства и функциональность
Оборудование состоит из нескольких узлов: электрод, пистолет, коробка и кабель. Внутри коробки заключено вся электроника – платы, схемы и прочее деликатные компоненты. Эксплуатация оборудования подразумевает соблюдение определенного порядка выполнения манипуляций.
У споттера предусмотрено два выхода, один из которых является «массой», а другой подсоединяется к рабочему пистолету. Масса крепится к кузову автомобиля, с которого предварительно был снят аккумулятор. На конце пистолета имеется фиксатор, который будет удерживать рабочие органы – специальные насадки. После нажатия на контактную кнопку к насадке подается электрическое напряжение.
Масса крепится к кузову автомобиля, с которого предварительно был снят аккумулятор. На конце пистолета имеется фиксатор, который будет удерживать рабочие органы – специальные насадки. После нажатия на контактную кнопку к насадке подается электрическое напряжение.
Место, контактирующее с концом пистолета, начинает постепенно прогреваться. С ростом сопротивления поднимается температура участка металла. В итоге он начинает плавиться в конкретной точке, а остальная поверхность кузова не претерпевает каких-бы то ни было изменений. Как результат – металл прихватывается в определенном месте, после чего его можно потянуть.
Для улучшения качества и увеличения скорости работ, вы всегда можете воcпользоваться нашими верстаками собственного производства от компании VTM.
Если говорить уж совсем просто, то картина следующая. Споттер не нагревает большую поверхность. Он воздействует только на маленький участок на подобии точечной сварки. Температура нагрева немного ниже критического значения, при котором металл начинает плавиться. К разогретой поверхности металла прижимается насадка пистолета и надежно соединяется с металлом. Благодаря этому данный участок кузовного элемента можно потянуть и выпрямит вмятину. По завершению работы насадка легко отсоединяется от поверхности кузова.
К разогретой поверхности металла прижимается насадка пистолета и надежно соединяется с металлом. Благодаря этому данный участок кузовного элемента можно потянуть и выпрямит вмятину. По завершению работы насадка легко отсоединяется от поверхности кузова.
По факту, в этом устройстве и нагрев, и сопротивление такое же как у точечной сварки. Нагревается металл от аппарата, а усилие прилагается специалистом, который прижимает насадку к кузову. Это отдельный вид сварки, которую называют не точечной, а сварка сопротивлением.
Существует две версии споттеров – инверторные и трансформаторные. Первый из них производится в заводских условиях, поскольку для сборки таких моделей требуются дорогостоящие и конструктивно сложные узлы. А вот трансформаторную версию можно сделать и самостоятельно в домашних условиях.
Как сделать споттер
Основой будущей установки служит трансформатор. Обязательно в рабочем состоянии, тем более, что найти его совсем несложно. Если есть старый полуавтомат, то трансформатор можно извлечь из него. А если нет под рукой, то самое время обратить внимание на доски объявлений. Там этого добра достаточно и есть из чего выбрать. Оптимальным вариантом считается трансформатор со сгоревшей вторичной обмоткой.
А если нет под рукой, то самое время обратить внимание на доски объявлений. Там этого добра достаточно и есть из чего выбрать. Оптимальным вариантом считается трансформатор со сгоревшей вторичной обмоткой.
Первым делом нужно избавиться от вторичной обмотки, если у трансформатора их две. Дальше на первичную обмотку следует намотать несколько витков медной проволоки. При помощи тестера опытным путем определить количество витков для 1 Вольта. Из вторичной обмотки делается шина. Ее можно смотать из старого трансформатора. После того как ее сложить четыре раза площадь сечения составит не меньше 160 квадратных миллиметров, а вольтаж – 5-6В.
Этого вполне достаточно для споттера. Разрубленную на четыре куска шину соединяют между собой при помощи обычной изоленты. Наматывать изоляционный материал нужно, не экономя, в несколько слоев. Можно комбинировать с малярным скотчем – слой изоленты через слой скотча. После этого шину следует намотать на трансформатор. Это весьма сложная процедура и, возможно, потребуется помощь опытного электрика. Но в любом случае сделать обмотку плотной вряд ли получится. Это и не обязательно.
Но в любом случае сделать обмотку плотной вряд ли получится. Это и не обязательно.
На данном этапе создания споттера скорее всего возникнет проблема нехватки мощности. Проблема состоит в том, что теоретически рассчитать все параметра очень сложно. Решением станет метод проб и ошибок. То есть, перебирая последовательность подключения проводов к питанию, нужно найти оптимальный вариант, при котором пусковое устройство будет стартовать без каких-либо проблем. Перед подключением важно установить автомат на 16 ампер, который исключит возможность перегорания проводки.
Учитывая то, что устройство будет функционировать в ручном режиме, нужно запастись еще некоторыми деталями. Потребуется 12-вольтовый трансформатор. Его можно снять со старого лампового телевизора. Плюс к этому нужно найти реле-тиристор на 30 ампер (такие устанавливали на Жигули), диодный мост, контактор и кнопка на 220В.
Из перечисленных элементов нужно собрать устройство, которое будет функционировать по такому принципу. Трансформатор на 12В должен управлять релюшкой через кнопку, то есть в ручном режиме. Саму кнопку следует установить в удобном месте, чтобы всегда было под рукой. Лучше всего – на рукоятке самого споттера. При нажатии кнопка замыкает контактор, подключенный к реле через отдельный провод. Другой проводник соединяет контактор и выключатель. После сборки всех компонентов на общей платформе можно приступать к испытаниям оборудования.
Трансформатор на 12В должен управлять релюшкой через кнопку, то есть в ручном режиме. Саму кнопку следует установить в удобном месте, чтобы всегда было под рукой. Лучше всего – на рукоятке самого споттера. При нажатии кнопка замыкает контактор, подключенный к реле через отдельный провод. Другой проводник соединяет контактор и выключатель. После сборки всех компонентов на общей платформе можно приступать к испытаниям оборудования.
Очень желательно при подключении самодельного устройства исключить непродуктивные потери тока. Это важно с учетом того, что сварка работает по методу сопротивления. Рекомендация здесь одна и очень даже несложная: нужно использовать кабель минимально возможной длины. Еще один дополнительный нюанс заключается в том, чтобы выбрать кабель большого сечения. Все соединения необходимо тщательно и аккуратно зачищать, чтобы снизить потери тока в местах стыков.
Использование такого устройства лучше ограничить пределами мастерской, поскольку частые транспортировки могут навредить.![]() К тому же габариты самодельного споттера вряд ли можно будет назвать компактными.
К тому же габариты самодельного споттера вряд ли можно будет назвать компактными.
Какой споттер лучше – самодельный или заводской?
Самостоятельно изготовить оборудование весьма непросто и под силу не всем желающим. Поэтому резонно предположить, что у многих читателей возникнет закономерный вопрос, относительно целесообразности такого предприятия. Ведь можно купить готовый, компактный, собранный специалистами агрегат и не мучиться. Но далеко не все так очевидно, как кажется вначале.
Заводской споттер стоит приличных денег. Оборудование относится к числу узкоспециализированного и производится в незначительных количествах. Сварочный аппарат или инвертор поставляются на рынок в больших объемах, производятся большим количеством компаний и стоят поэтому небольших сравнительно денег. Приобретение заводской модели оправдано тогда, если установка предназначается для профессионального использования в мастерской и будет приносить прибыль.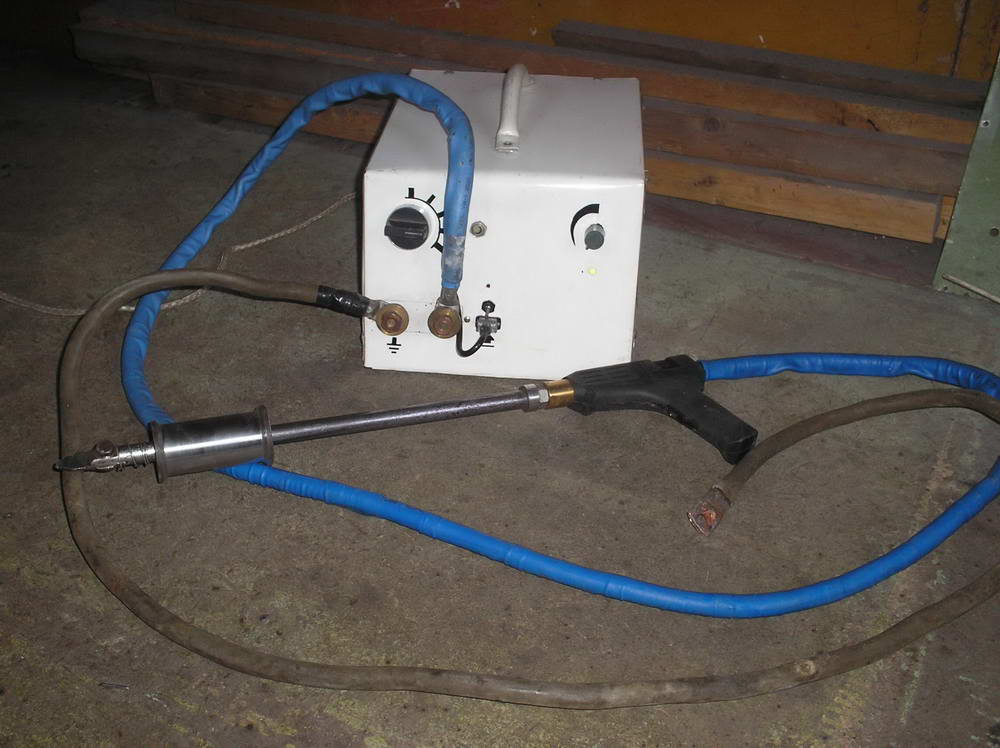 Да, тогда целесообразней потратиться на надежный заводской агрегат, который хорошо себя зарекомендовал и получил одобрительные отзывы пользователей.
Да, тогда целесообразней потратиться на надежный заводской агрегат, который хорошо себя зарекомендовал и получил одобрительные отзывы пользователей.
А вот в случаях, когда использование споттера ограничивается несколькими случаями в год, то избыточные финансовые издержки являются весьма сомнительными. К тому же самодельное устройство можно изготовить не менее надежным (а тои более!), чем заводское. Второй безусловный плюс – ремонтопригодность. Для специалиста, который самостоятельно собрал споттер не составит особого труда восстановление его функциональности. Да и нужные узлы найти несложно. Еще один плюс заключается в том, что своими руками собранный аппарат всегда можно усовершенствовать с тем, чтобы улучшить его возможности.
Тем не менее, не всегда имеет смысл самостоятельно браться за реализацию такой идеи. Это касается, прежде всего, станций технического обслуживания. Даже если аппарат будет работать нечасто, лучше иметь заводской образец. Его возможности намного больше, чем у самодельных аналогов.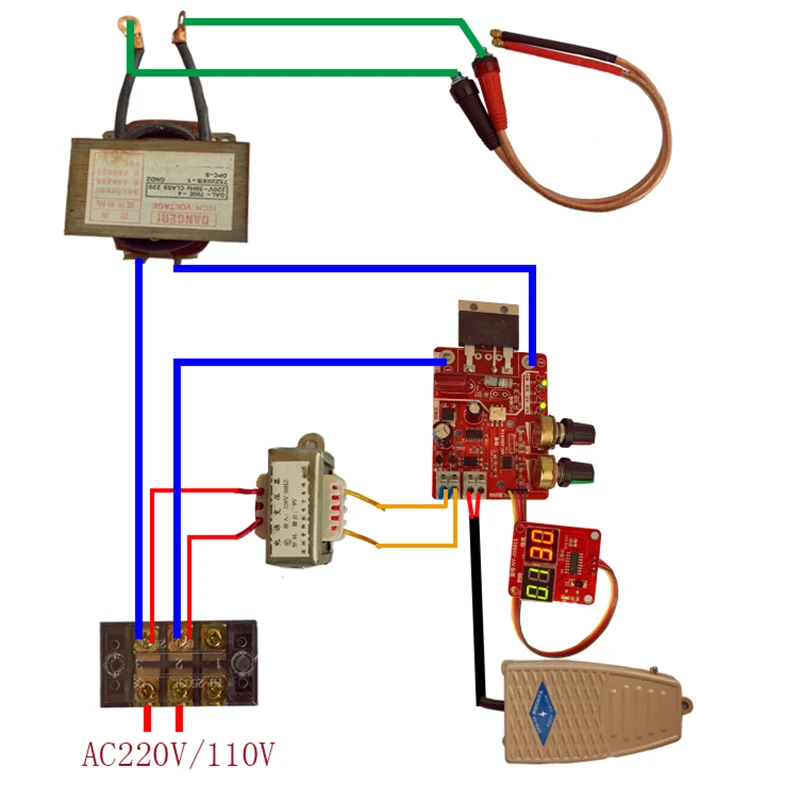 такой агрегат поможет устранить даже сложный дефект. Следует отдавать себе отчет в том, что сделанные своими руками споттеры, как правило, большой мощностью не отличаются. Они подходят только для мелкого кузовного ремонта.
такой агрегат поможет устранить даже сложный дефект. Следует отдавать себе отчет в том, что сделанные своими руками споттеры, как правило, большой мощностью не отличаются. Они подходят только для мелкого кузовного ремонта.
Вместо заключения
Нужно учесть, что собрать споттер самостоятельно можно при условии наличия специфических навыков. Даже самый простой аппарат нужно просчитывать, анализировать и сравнивать. Это возможно сделать только тогда, когда есть опыт аналогичной работы. Только в таком случае можно рассчитывать на положительный результат. Собрать оборудование «по написанному» без навыков и специальных знаний вряд ли получится. Существует высокая вероятность того, что при таком подходе получится не надежный помощник для ремонта авто, а потенциально опасное устройство.
Самодельны споттер является отличным подручным средством для гаража или дачи. Он обходится недорого, сравнительно легко собирается, неприхотлив в работе и обслуживании. Для профессиональной работы желательно приобрести заводское оборудование.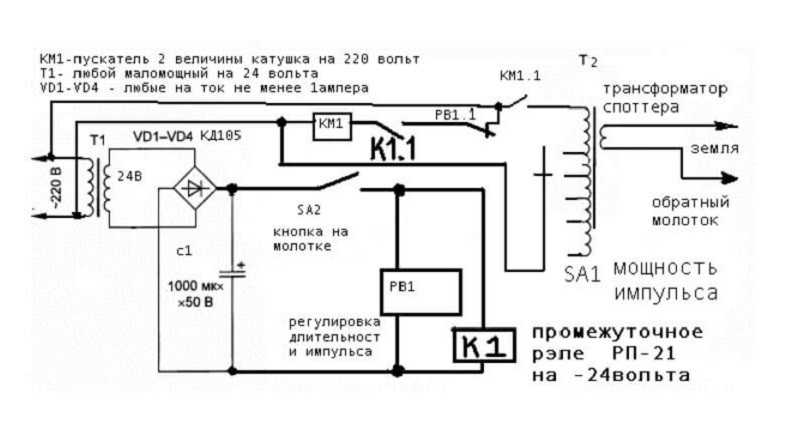 Их функционал и мощность позволяют исправлять даже сложные вмятины кузова автомобиля.
Их функционал и мощность позволяют исправлять даже сложные вмятины кузова автомобиля.
Как сделать споттер из старого сварочного аппарата
При выполнении кузовных работ на автомобиле, точнее – при устранении вмятин после ДТП, возникает необходимость демонтажа поврежденного элемента с последующей рихтовкой.
Это длительная и дорогостоящая процедура. К тому же, на автомобилях ранних годов выпуска элементы кузова крепятся не на болты, а приварены к лонжеронам.
Такой ремонт влетит «в копеечку» не только за сложность работ. Он повлечет за собой дополнительные затраты на покраску как восстановленной зоны деформации, так и мест крепления демонтируемой части кузова.
В ряде случаев восстановление вмятин традиционным способом невозможно в принципе, например при повреждении порогов. Приходилось либо менять узел целиком, либо вырезать поврежденный участок и приваривать новый. Это не способствовало удешевлению процесса.
Это не способствовало удешевлению процесса.
Для снижения стоимости кузовного ремонта, много лет назад была придумана технология «вытягивания» вмятин. К поврежденной части кузова приваривался ремонтный крюк, затем либо лебедкой, либо так называемым обратным молотком вмятина выравнивалась.
Во время сварки портилась дополнительная площадь кузова. Эта проблема характерна лишь при использовании традиционных сварочных аппаратов.
Видео пример переделанного сварочного аппарата в контактную сварку
Споттеры – технология применения и устройство прибора
Существует специализированный аппарат для подобных работ, именуемый – споттером.
Фактически – это обычный автомат для контактной сварки, оснащенный дополнительными приспособлениями и обладающий особыми параметрами.
Функциональные возможности:
- Приваривание крепежных элементов (крюков, шайб, наконечников обратного молотка) для вытягивания вмятин;
- Прогрев обрабатываемой поверхности с последующим охлаждением.
 Это свойство используется для осадки металла;
Это свойство используется для осадки металла; - Режим непрерывной сварки с использованием традиционных электродов с добавлением углерода;
- Режим импульсной сварки высоким током, предназначенный для кратковременного мощного прогрева точки «прихвата» крепежного элемента.
 Это свойство используется для осадки металла;
Это свойство используется для осадки металла;Типовые характеристики споттера:
- Мощность трансформатора – до 10 кВт;
- Рабочий ток вторичной обмотки – до 1500 А;
- Напряжение вторичной обмотки – 7-9 вольт;
- Таймер включения импульса – до 0,1 секунды.
Общий принцип действия – моментальный нагрев за счет малого сопротивления материала. Для этого необходим ток – не менее 1300 Ампер.
Нагревание металла до точки плавления должно происходить мгновенно и продолжаться очень короткое время. Это минимизирует повреждения вокруг обрабатываемой области.
Хорошо настроенный аппарат производит «прихватывание» меньше, чем за 0,1 секунды. Раскаляется лишь внешняя поверхность металла, на внутренней стороне даже не повреждается лакокрасочное покрытие.
Этого вполне достаточно, чтобы можно было вытягивать вмятину при помощи обратного молотка или другого приспособления. После манипуляций с металлом, приваренный крюк или наконечник молотка, легко отрывается резким вращательным движением.
Как сделать споттер самостоятельно
Компоненты споттера:
- Трансформатор, аналогичный обычному от точечного сварочного аппарата. Рабочий ток вторичной обмотки 1500 Ампер;
- Блок управления, обеспечивающий регулировку длительности импульса;
- Обратный молоток, оснащенный приспособлением для точечного прихватывания к поверхности металла;
- Приспособление для постепенного вытягивания с комплектов крючьев и шайб для прихватывания к металлу.
Изготовить аппарат можно из компонентов, имеющихся в сарае или гараже любого домашнего мастера. Исключение составляет разве что трансформатор, но и этот элемент при желании можно раздобыть за разумную цену, например – в пунктах приема металлолома.
Еще немного средств надо будет потратить на радиодетали для изготовления блока управления (пускового устройства). Обратный молоток и прочие приспособления для вытягивания поврежденных кузовных элементов изготавливаются по образцу фабричных, желательно из меди или латунных сплавов.
Изготовление рабочего трансформатора и блока управления:
Первичная обмотка рабочего трансформатора Т2 рассчитывается на мощность 10-15 кВт. Если вам удалось раздобыть готовый трансформатор, например от обычного сварочного аппарата – рассчитать силовую вторичную обмотку будет несложно.
Намотайте 10 витков толстого провода и замерьте полученное напряжение при включенном трансформаторе. Разделите эту величину на 10, и получите напряжение, получаемое с одного витка. Количество витков должно обеспечить напряжение 7-9 вольт.
Медная жила для вторичной обмотки должна быть сечением не менее 75 квадратов. Это обеспечит формирование рабочего тока до 1500 ампер без излишнего нагрева и потерь мощности.

Состав силового блока следующий: трансформатор Т1 и диодный мост V1-V4, собранный на диодах Д226Б. Он служит для зарядки управляющего конденсатора С1. Трансформатор подойдет любой, например – от бытовой техники. Напряжение на выходе 12-24 вольта.
Емкость С1 открывает и закрывает тиристор V9, который и является ключом для блока управления. При нажатии на пусковую кнопку S3, тиристор открывается и подает питание через мост V5-V6 на первичную обмотку рабочего трансформатора Т2.
За это время происходит импульсная сварка, которая прекращается по мере разряда конденсатора С1, закрывающего тиристор V9 и прекращающего подачу напряжения на первичную обмотку рабочего трансформатора Т2. Длительность сварочного импульса регулируется переменным резистором R1.
ВАЖНО! Сварочный импульс протекает однократно, и не зависит от продолжительности нажатия на кнопку S3. Для перезапуска системы необходимо отпустить пусковую кнопку S3. После этого емкость С1 вновь зарядится и система будет готова к новому импульсу.
Кабели, которые подают рабочий ток к инструменту споттера, должны иметь сечение не меньше, чем вторичная обмотка рабочего трансформатора. Длину желательно ограничить 2,5 метрами (опять же, для уменьшения потерь мощности).
Изготовленный своими руками точечный сварочный аппарат безопасен и надежен. Кабель питания 220 вольт и блок управления должен быть надежно закрыт в корпусе. Если корпус металлический – заземление обязательно.
ВАЖНО! Споттер потребляет 10-15 кВт мощности. Поэтому ваша электропроводка должна соответствовать нагрузке.
Еще одно видео изготовления точечной сварки из старого сварочного аппарата
Прибор для контактной сварки из сварочного аппарата
По аналогичной схеме работает прибор для контактной сварки. В нем не применяются дуговые электроды с углеродной добавкой. Процесс сварки основан на протекании больших токов в точке замыкания контактов сварочного пистолета.
Процесс сварки основан на протекании больших токов в точке замыкания контактов сварочного пистолета.
Если у вас есть сварочный аппарат, изготовить на его основе контактную сварку не составит труда. Необходимо лишь собрать управляющий блок и сварочный контактный пистолет, который будет подключен к рабочим проводам вашего электроприбора.
Управляющий блок предназначен для оперативного подключения питающего напряжения на первичную обмотку рабочего трансформатора. Его можно собрать на мощном реле, тиристорной или симисторной схеме.
Обратите внимание
Главное условие – пусковая кнопка должна быть под рукой на контактном пистолете, и она не должна быть фиксируемой. В противном случае можно создать короткое замыкание вторичной обмотки, которое приведет к перегреву устройства.
Рабочее напряжение, подаваемое на кнопку – должно быть безопасным для оператора. Поскольку напряжение на электродах контактного пистолета не превышает несколько вольт – весь процесс сварки безопасен с электрической точки зрения. Потенциально можно лишь обжечься о горячий металл.
Потенциально можно лишь обжечься о горячий металл.
Вся конструкция контактного пистолета должна приводиться в разомкнутое и отключенное состояние под действием пружин. То есть, как только вы отпустили ручки клещей – электроды сразу будут обесточены и отведены из пятна сварки.
Пистолет можно изготовить в любой компоновке, главное – удобство и безопасность использования. В качестве примера – заводское устройство.
Контакты должны быть медными или латунными, иначе они будут привариваться к обрабатываемой поверхности. Толщина (диаметр) 5-15 мм. Поскольку электроды изнашиваются – необходимо предусмотреть возможность замены.
ВАЖНО! Необходимо помнить, что обычный сварочный аппарат, приспособленный для точечной сварки – работает в нестандартных для его конструкции режимах.
Поэтому надо следить за возможным перегревом трансформатора, и при необходимости делать перерывы в работе.
Transformers — Spot Weld, Inc.
Общая информация
Spot Weld, Inc.
 имеет доступ к широкому спектру трансформаторов для сварки. Здесь мы перечисляем некоторые распространенные разновидности, которые стараемся иметь под рукой.
имеет доступ к широкому спектру трансформаторов для сварки. Здесь мы перечисляем некоторые распространенные разновидности, которые стараемся иметь под рукой.Однофазный переменный ток
- 35 кВА при рабочем цикле 50 %, тип крепления, 480 В/60 Гц/1 фаза, 4,6–6,0 В вторичной обмотки, 4 ступени, корпус «ES», одинарные клеммы вторичной обмотки, полностью герметизированы, 1879 долл. США (*цена может быть изменена, стоимость доставки не включена, пожалуйста, уточняйте текущие цены) F48635ES1SDLX
- 60 кВА при рабочем цикле 50 %, Fixture Style, 480 В/60 Гц/1 фаза, 3,6–5,0 В вторичной обмотки, 4 ступени, корпус «А», смещенные наконечники, термостат, витой сердечник, полностью герметизированный, 1783 долл. США (* цена возможны изменения, стоимость доставки не включена, актуальные цены запрашивайте) F48660A1SELX
- 85 кВА при рабочем цикле 50 %, Fixture Style, 480 В/60 Гц/1 фаза, вторичное напряжение 5,3–7,1 В, 4 ступени, корпус «B», со смещенными наконечниками, термостат, сердечник, полностью герметизированный, 1 973 долл. США (* цена возможны изменения, стоимость доставки не включена, актуальные цены запрашивайте) F48685B1SELX
- 120 кВА при рабочем цикле 50 %, Fixture Style, 480 В/60 Гц/1 фаза, вторичное напряжение 7,0–9,0 В, 5 ступеней, корпус «C», клеммы со смещением, термостат, многоядерный сердечник, полностью герметизирован, 2463 долл. США (* цена возможны изменения, стоимость доставки не включена, актуальные цены запрашивайте) F486120C1SBLX
- 150 кВА при рабочем цикле 50 %, Fixture Style, 480 В/60 Гц/1 фаза, 9,2–11,7 В на вторичной обмотке, 4 ступени, корпус «D», со смещенными наконечниками, термостат, многоядерный сердечник, полностью герметизирован, 2427 долл. США (* цена возможны изменения, доставка не включена, пожалуйста, запрашивайте текущие цены) F486150D1SELX
- 200 кВА при рабочем цикле 50 %, Fixture Style, 480 В/60 Гц/1 фаза, вторичное напряжение 12,6–15,4 В, 4 ступени, корпус «DL», со смещенными наконечниками, термостат, многоядерный сердечник, полностью герметизирован, 2772 долл. США (* цена возможны изменения, стоимость доставки не включена, актуальные цены запрашивайте) F486200D1SELX
- 300 кВА при рабочем цикле 50 %, машинный тип, 480 В/60 Гц/1 фаза, 8,6–15,7 В вторичной обмотки, 8 ступеней, корпус «VA», торцевой переключатель ответвлений с непаянными наконечниками, размер № 3, машинные площадки, стопка ядро, полностью залитое, $7,999 (*цена может быть изменена, фрахт не включен, актуальные цены запрашивайте) M446300VA1BOLX
 США (* цена возможны изменения, стоимость доставки не включена, актуальные цены запрашивайте) F48685B1SELX
США (* цена возможны изменения, стоимость доставки не включена, актуальные цены запрашивайте) F48685B1SELX США (* цена возможны изменения, стоимость доставки не включена, актуальные цены запрашивайте) F486200D1SELX
США (* цена возможны изменения, стоимость доставки не включена, актуальные цены запрашивайте) F486200D1SELXИнвертор (3-фазный MFDC)
- 100 кВА при рабочем цикле 50 %, 650 В/1000 Гц, 9,0 вольт вторичной обмотки, соотношение витков 72:1, витой сердечник, вторичная катушка датчика, термостат, полностью герметичный, дополнительные охлаждающие пластины , 2625 долларов США (*цена может быть изменена, фрахт не включен, пожалуйста, запрашивайте текущие цены), TDC-5583
- 100 кВА при рабочем цикле 50 %, 650 В/1000 Гц, 90,6 вольт вторичной обмотки, соотношение оборотов 68:1, термостат, полностью герметизированный, дополнительные охлаждающие пластины, 4079 долларов США (*цена может быть изменена, фрахт не включен, пожалуйста, запрашивайте текущие цены), TDC-5040
- 160 кВА при рабочем цикле 50 %, 650 В/1000 Гц, вторичное напряжение 9,0–13,0 В, соотношение витков 72:1 или 50:1, термостат на первичной и вторичной обмотках, полностью герметизирован, вторичная катушка датчика, 5 180 долл. США (*цена может быть изменена , фрахт не включен, актуальные цены запрашивайте), TDC-5998, Кривая рейтинга 5998
- 170 кВА при рабочем цикле 50 %, 650 В/1000 Гц, вторичное напряжение 9,5–13,0 В, соотношение витков 68:1 или 50:1, термостат на первичной и вторичной обмотках, полностью герметизирован, вторичная катушка датчика, 5 694 долл. США (*цена может быть изменена , фрахт не включен, актуальные цены запрашивайте), TDC-1070
 США (*цена может быть изменена , фрахт не включен, актуальные цены запрашивайте), TDC-5998, Кривая рейтинга 5998
США (*цена может быть изменена , фрахт не включен, актуальные цены запрашивайте), TDC-5998, Кривая рейтинга 5998Заземляющий реактор
- RGR 24/4-1099 Заземляющий реактор, $400
Галерея изображений
Трансформатор в виде приспособления, часто используемый в многоголовочных сварочных аппаратах и небольших сварочных аппаратах с опорой
Трансформатор машинного типа, часто используемый в больших сварочных аппаратах (150 кВА+)
Трансформатор MFDC (среднечастотный постоянный ток) для инверторов
Trans-Gun, предназначенный для комбинированных сварочных пистолетов/трансформатора портативных сварочных пистолетов
Портативный трансформатор пистолетного типа (1-фазный переменный ток)
Запросить предложение
Hyosung Heavy Industries > Сфера деятельности > Сварочные решения > Специальные машины для точечной сварки
Сварочные решения
Производитель сварочного оборудования общего назначения, лидер отрасли
- Аппарат дуговой сварки
- Машины контактной сварки
- Специальные машины для точечной сварки
Spot Специальные сварочные аппараты, такие как Robot Seam, Roll & Spot и Projection от Hyosung Heavy Industries, созданы на основе конструкции и технологии производства трансформаторов Hyosung, признанных во всем мире. Осуществляем проектирование,
проектирование, производство и установка всех сварочных аппаратов для эксклюзивного использования.
Осуществляем проектирование,
проектирование, производство и установка всех сварочных аппаратов для эксклюзивного использования.
Особенности и преимущества
- Разработка и производство сварочных аппаратов для исключительного использования
- Обладая превосходным дизайном и технологией производства выступов для автомобильных топливных баков и машин для сварки швов, он был поставлен и использован на заводских линиях корейских производителей автомобилей в Корее, Китае, Европе и Индии.
- У нас есть технологии проектирования специальных сварочных аппаратов, которые могут сваривать сталь, нержавеющую сталь, алюминий и разнородные металлы в соответствии с требованиями заказчика.
- Он может соответствовать требованиям высокого качества благодаря функциям сенсорного экрана, которые могут отслеживать ток, время и усилие нажатия в реальном времени.
- Аппарат для рельефной сварки большой мощности
- Выступ большой емкости для топливных баков, водонепроницаемых гаек и водонепроницаемых болтов доступен для трехфазного выпрямительного типа и инверторного типа.
- Машина для шовной сварки
- У нас есть автономная, всемирно известная роботизированная конструкция шва и технология производства для различных конфигураций топливных баков и комбинированного производства различных автомобилей. Он может быть разработан и изготовлен для удовлетворения потребностей таких клиентов, как как вертикальные, так и горизонтальные швы.
- Аппарат для точечной/выступающей канцелярской сварки
- Благодаря жесткой конструкции рамы, сводящей к минимуму прогиб нижней части, разница в качестве сварного шва очень мала.
- Машина для точечной сварки роликов
- Могут быть разработаны и изготовлены специальные машины для точечной сварки для высокоскоростной непрерывной сварки автомобильных дверей, каркасов бамперов и т. д.
- Аппарат для точечной сварки с индукционным нагревом
- Как профессиональный поставщик машин для точечной сварки с индукционным нагревом для литья металлов под давлением и термического расширения, мы можем удовлетворить различные потребности клиентов.

