Порядок и момент затяжки гаек и шпилек головки блока цилиндров двигателей ЯМЗ 238
Продажа двигателей ЯМЗ производства ПАО «Автодизель» (Ярославский Моторный Завод)
8 (4852) 743-093 пн-вс
8 800 700 71 76
Продажа двигателей ЯМЗ производства ПАО «Автодизель» (Ярославский Моторный Завод)
8 800 700 71 768 (4852) 743-093 пн-вс
Главная » Блог » Порядок и момент затяжки гаек и шпилек головки блока цилиндров двигателей ЯМЗ 238
Двигатель ЯМЗ 238 – 8-цилиндровый дизельный двигатель, устанавливается на автомобильную, дорожно-строительную, сельскохозяйственную и др. виды техники.Как и всякий двигатель внутреннего сгорания, он состоит из следующих базовых элементов и узлов, а именно:
— блока цилиндров
— головки блока цилиндров
— коленчатого и распределительного валов
— шатунно-поршневой группы
— масляного и водяного насосов, генератора, стартера и т.
Разработанный в 50 годы прошлого столетия в НАМИ и переданный для производства на ЯМЗ воплотил в себе практически все лучшие мировые научно-технические достижения в области дизелестроения известные на тот период времени.
За прошедшие годы многократно подвергался модернизации, что позволило добиться весьма высоких показателей надежности и долговечности. При этом при завершении гарантийного периода эксплуатации обладает значительным остаточным ресурсом для поддержания которого достаточно выполнения ремонтных работ.
вне завода-изготовителя, используя базу частных ремонтных структур. Причем после ремонтный ресурс по разным данным может составлять от 0,5 до 0,8 от нового.
Вместе с тем, при ремонте двигателей ЯМЗ серии 238 часто возникают вопросы, которые работники ремонтных служб задают через наш сайт.
Проанализировав эту информацию мы пришли к выводу о необходимости написания отдельных статей посвященных ответам на эти вопросы.
Данная статья дает информацию связанную с креплением головок цилиндров основанную на заводской документации и опыте наших сотрудников.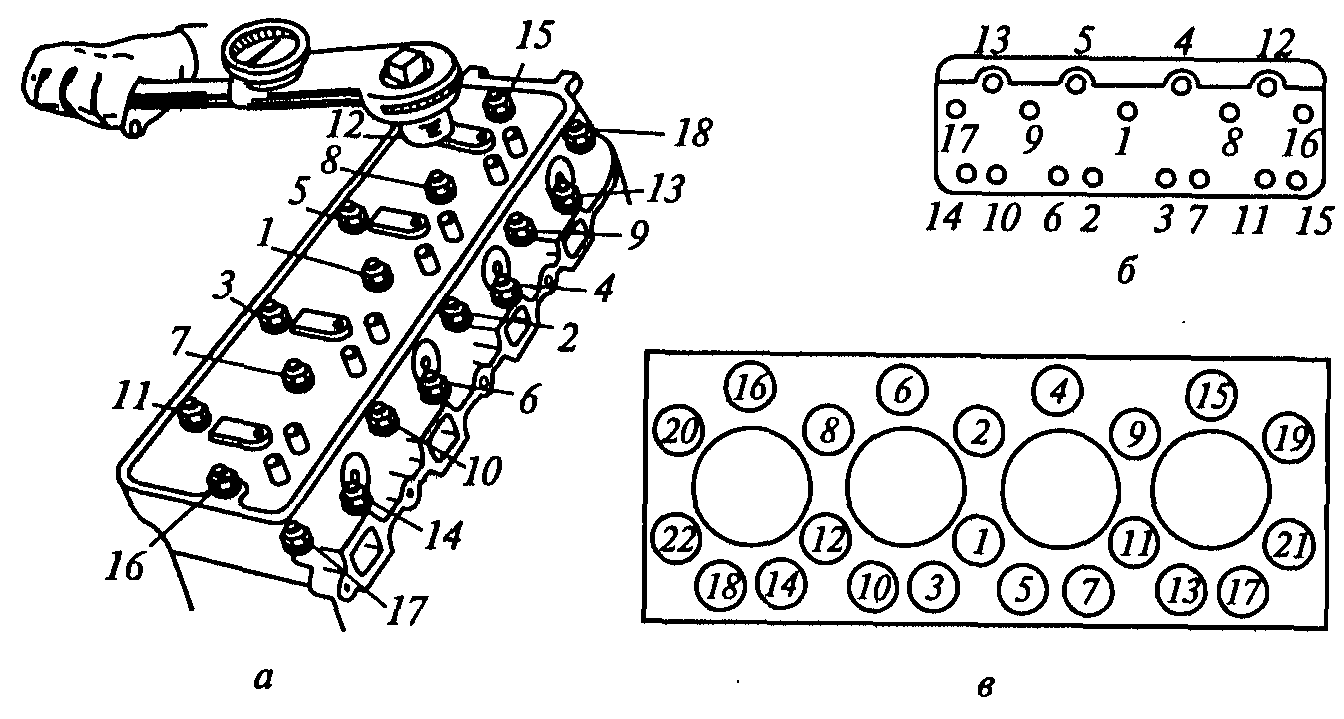
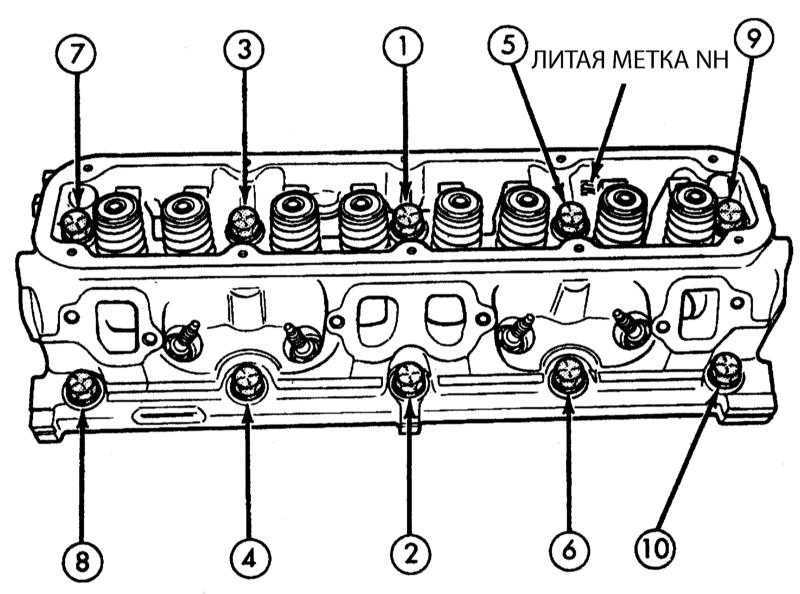
1. Прежде всего следует отметить, что несоблюдение порядка затяжки гаек головки блока (Рис. 6,7) приводит к неравномерному и недостаточному обжатию прокладки головки блока, что в свою очередь может вызвать её прогорание.
2. Для затяжки используется динамометрический ключ диапазона 5 — 60 кг и соответствующая вставка М-24
3. Перед проведением работ выполняется подготовка, а именно:
- производится очистка поверхности головки блока и проверяется ее плоскостность
- проверяется выступание гильз над поверхностью блока на соответствие требованиям чертежа (от 0,06 мм — 0,16 мм)
- контролируется прокладка головки блока, для чего отмечается её целостность и отсутствие деформации.
Моменты затяжки резьбовых соединений на двигателях ЯМЗ
|
Резьбовое соединение |
Момент затяжки H. |
|
Болты крепления крышек коренных подшипников — Вертикальные — Горизонтальные |
430-470 (43-47) 100-120 (10-20) |
|
Болты крепления крышек шатунов |
200-220 (20-22) |
|
Болты крепления картера маховика |
100-125 (10-12,5) |
|
Болты крепления кронштейна передней опоры двигателя |
90-110 (9-11) |
|
Болты крепления верхней опоры цилиндров |
25-32 (2,5-3,2) |
|
Гайки шпилек крепления головки цилиндров |
240-260 (24-26) |
|
Гайки крепления стоек осей коромысел |
120-150 (12-15) |
|
Болт скобы крепления стартера |
70-90 (7-9) |
|
Болты крепления кронштейнов стартера |
45-62 (4,5-6,2) |
|
Болты стартера с фланцевым креплением М12 |
98,1-122,6 (10-12,5) |
|
Болты крепления топливопроводов низкого давления — М10 — М14 — М16 |
— 20-25 (2-2,5) — 40-50 — 48-50 |
|
Гайки скоб крепления форсунок |
50-62 (5-6,2) |
|
Гайка крепления муфты опережения впрыскивания |
130-150 (13-15) |
|
Штуцеры ТНВД |
100-120 (10-12) |
|
Гайки распылителей форсунок |
60-80 (6-8) |
|
Штуцер форсунки |
80-100 (8-10) |
|
Гайка крепления шестерни распределительного вала |
270-300 (27-30) |
|
Гайка крепления ведомой шестерни привода топливного насоса |
140-180 (14-18) |
|
Резьбовые соединения муфты привода топливного насоса высокого давления: — болты крепления пластин к ведомой полумуфте — остальные |
— 32-40 (3,2-4) — 44-60 (4,4-6,0) |
|
Пробка сливная масляного картера |
140-160 |
|
Гайка крепления ступицы шкива водяного насоса |
100-140 (10-14) |
|
Гайки крепления боковины шкива водяного насоса |
18-25 (1,8-2,5) |
|
Гайки оси шкива натяжного устройства привода компрессора пневмотормозов |
120-150 (12-15) |
|
Гайка болта натяжителя натяжного устройства привода компрессора |
10-20 (1-2) |
|
Болты крепления картера сцепления к картеру коробки передач |
140-160 (14-16) |
|
Болты крепления картера сцепления к картеру маховика |
98-108 (10-11) |
|
Болты крепления верхней крышки коробки передач |
36-50 (3,6-5) |
 м (кгс.м)
м (кгс.м)Если у Вас остались вопросы по регулировке клапанов или угла опережения впрыска, наши специалисты ответят на них.
Приобрести Двигатели ЯМЗ можно на нашем сайте
Звоните 8 800 700-71-76 , 8 965 726-20-80, 8 4852 743-093.
Пишите [email protected], 8 965 726-20-80 (WhatsApp, Viber, Telegramm)
НАЗАД
Последовательность протяжки головки блока цилиндров на двигателе ямз 236
Содержание
Мотор ЯМЗ-236 является одним из самых часто встречающихся силовых агрегатов, устанавливающихся на различную специальную технику и грузовые автомобили. За счет своей универсальности, хороших технических характеристик и отличной ремонтопригодности двигатель по праву заслужил репутацию надежного в эксплуатации мотора. Силовой агрегат имеет четырёхтактную систему, шесть цилиндров, 12 клапанов.
При ремонте двигателя ЯМЗ-236 нужно соблюдать технические требования и параметры, необходимые для точной работы силового агрегата. Соблюдая данные требования и выполняя рекомендациям завода-производителя, итогом ремонта будет исправный силовой агрегат. Обслуживание и ремонт двигателя должны проводить только квалифицированные специалисты, имеющие необходимые знания и практический опыт.
Соблюдая данные требования и выполняя рекомендациям завода-производителя, итогом ремонта будет исправный силовой агрегат. Обслуживание и ремонт двигателя должны проводить только квалифицированные специалисты, имеющие необходимые знания и практический опыт.
У данного двигателя головка блока крепится к блоку при помощи стальных шпилек. ГБЦ охлаждается посредством водяной рубашки, соединенной с блоком.
Транспортные средства и специальная техника, использующие V-образный ЯМЗ-236 применяют дизельное топливо для работы. Воспламенение топлива происходит в рабочих камерах мотора. Движение поршней приводится посредством «взрывов» топлива в рабочих камерах, в результате чего выделяются газы. Правильное функционирование двигателя обеспечивается посредством вывода отработавших газов через выпускной коллектор в атмосферу. Вывод газов и подача топлива осуществляется посредством системы газораспределения.
Двигатель ЯМЗ 236
Конструктивные особенности ГБЦ.Головка блока силового агрегата ЯМЗ 236 состоит из следующих элементов:
- Рабочие камеры.
- Впускные и выпускные клапаны.
- Газораспределительный механизм.
- Система охлаждения.
- Отверстия для свечей зажигания.
- Система смазки.
- Прокладка.
Для того, чтобы отработавшие газы из рабочих камер сгорания, охлаждающая жидкость и смазка не выходили наружу, а также попадали внутрь, между ГБЦ и блоком двигателя устанавливается прокладка.
Интенсивная работа мотора оказывает высокое давление на различные детали, в том числе на головку блока цилиндров. В момент такта сжатия в камере сгорания возникает давление более 15 атмосфер. Вместе с этим температура сгорания топлива превышает 500 градусов Цельсия. Кривошипно-шатунный механизм так же оказывает сильное воздействие на ГБЦ. Герметичность между ГБЦ и поршнями обеспечивает прокладка, имеющая определённую толщину. Прокладки изготавливаются из стойких материалов, которые способны выдерживать не только силы сжатия, но и высокую температуру. После затягивания крепежных элементов ГБЦ осуществляется усадка прокладки, в результате чего детали плотнее прилегают друг к другу. Что бы не произошло деформации ГБЦ в процессе затяжки, болты должны закручиваться в определённом порядке и с определенным силовым моментом.
Какие силы действуют при затяжке гаек на ГБЦ.
Затягивание сопровождается повышенным воздействием на поверхность головки блока. Это часто приводит к изгибанию «подошвы» блока, облому шпилек. Что бы этого не произошло важно применять регламентированный силовой момент посредством использования специального инструмента. Неправильное затягивание и нарушение последовательности закручивания болтов может привести к выходу в дальнейшем отработавших газов из камер сгорания через прокладку, что влечет за собой разгерметизацию системы. Признаком выхода выхлопных газов через прокладку является снижение мощности мотора и громкий свист в подкапотном пространстве. Все это повлечет за собой необходимость монтажа ГБЦ и дополнительных финансовых затрат.
Это часто приводит к изгибанию «подошвы» блока, облому шпилек. Что бы этого не произошло важно применять регламентированный силовой момент посредством использования специального инструмента. Неправильное затягивание и нарушение последовательности закручивания болтов может привести к выходу в дальнейшем отработавших газов из камер сгорания через прокладку, что влечет за собой разгерметизацию системы. Признаком выхода выхлопных газов через прокладку является снижение мощности мотора и громкий свист в подкапотном пространстве. Все это повлечет за собой необходимость монтажа ГБЦ и дополнительных финансовых затрат.
При покупке прокладки следует обратить внимание на марку производителя. Ряд производителей указывают на прокладках момент силы затягивания. Это очень важный параметр, который не должен расходиться с рекомендацией завода производителя мотора ЯМЗ 236.
Так же стоит учесть, что применяемые болты должны находиться в хорошем состоянии. Не рекомендуется использовать старые крепежные детали, так как зачастую их резьба не соответствует техническим требованиям.
При затяжке крепежных элементов силовой момент должен равняться началу его движения. Любой металл имеет предел эластичности. Поэтому при обнаружении нарушения целостности болта или растягивании, рекомендуется аккуратно выкрутить и заменить его на качественный. Потеря основных характеристик болтов связана с условиями работы: они постоянно греются и остывают.
При текущем и любом другом ремонте двигателя автомобиля, а также замене прокладки, необходимо проводить затяжку гаек с силовым моментом 235-245 Нм (24-26 кгс*м) начиная от середины головки блока и далее к краям. Важно помнить, что для силовых агрегатов ЯМЗ 236 евро с металлической прокладкой в силу её конструктивных особенностей не допускается подтяжка болтов.
Стоит учитывать, что для замены прокладки необходимо иметь специальное оборудование и необходимый инструмент. Помимо этого, ремонт должен проводиться при хорошей погоде или в тёплом гараже, помещении. Окружающая температура оказывает большое влияние на установку головки блока цилиндров мотора ЯМЗ 236.
Окружающая температура оказывает большое влияние на установку головки блока цилиндров мотора ЯМЗ 236.
Помимо этого протяжка болтов проводится при прохождении технического обслуживания. При проведении регулировки зазора клапанов ГРМ двигателя рекомендуется проводить профилактическую протяжку. Появление влаги в области крепежа и блока так же свидетельствует о необходимости протяжки. Данное явление характерно при утечке масла. Внимательный водитель обязан сразу обратить внимание на состояние ГБЦ, если требуется постоянное добавление масла или тосола в систему. Перегревание мотора может привести к деформации деталей силового агрегата, что влечет за собой необходимость дополнительной протяжки.
Для затягивания крепежных элементов ГБЦ потребуется торцевая головка необходимого размера и динамометрический ключ. Он бывает следующих видов:
- Щелчкового типа. Данный инструмент применяется для оперативной затяжки. При достижении заданного усилия ключ издает характерный звук-щелчок.
 Появление повторных звуков сигнализирует о необходимости остановки затяжки. Если настроить ключ правильно, то погрешность работы не превысит 5 %.
Появление повторных звуков сигнализирует о необходимости остановки затяжки. Если настроить ключ правильно, то погрешность работы не превысит 5 %.
 Появление повторных звуков сигнализирует о необходимости остановки затяжки. Если настроить ключ правильно, то погрешность работы не превысит 5 %.
Появление повторных звуков сигнализирует о необходимости остановки затяжки. Если настроить ключ правильно, то погрешность работы не превысит 5 %.- Стрелочный ключ представляет собой рычаг со шкалой момента и стрелкой. Простота использования является главным отличием такого ключа, однако его погрешность может достигать 20 %. Потеря упругости стали делает невозможным регулировку стрелочного ключа.
- Цифровой ключ считается самым точным инструментом. Он практически не имеет погрешности.
Не рекомендуется использовать обычные накидные ключи или простые головки, так как можно сорвать резьбу или провести неправильную затяжку ГБЦ.
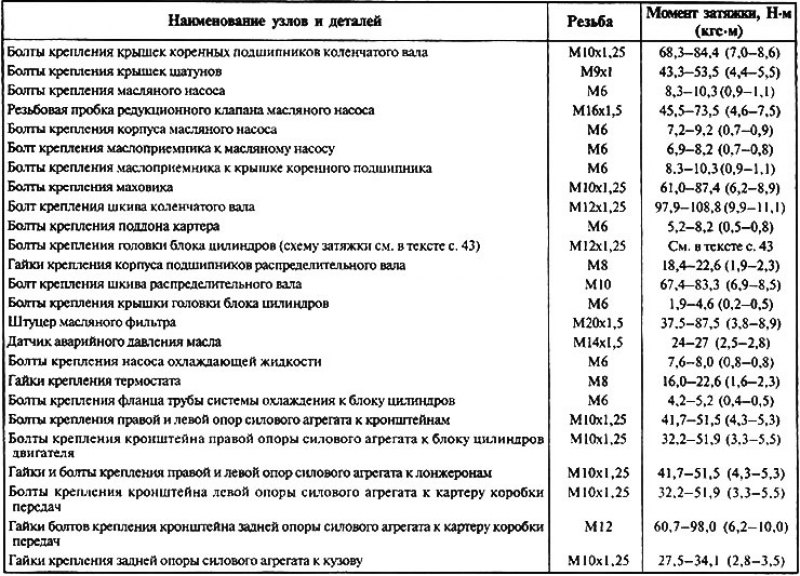
Последовательность затяжки болтов ГБЦ двигателя ЯМЗ 236.
Схема последовательности затяжкиПрактически все грузовики имеют одинаковую последовательность затяжки болтов на ГБЦ одинаковый. Сначала закручивают болты посредине обоих рядов. Далее проводится затяжка болтов, расположенных напротив. Необходимо помнить, что V-образный ЯМЗ-236, как и любой другой многоцилиндровый двигатель имеет определённый порядок работы цилиндров. Затяжка должна проводиться строго в соответствии с описанным правилом и в несколько подходов:
Сначала закручивают болты посредине обоих рядов. Далее проводится затяжка болтов, расположенных напротив. Необходимо помнить, что V-образный ЯМЗ-236, как и любой другой многоцилиндровый двигатель имеет определённый порядок работы цилиндров. Затяжка должна проводиться строго в соответствии с описанным правилом и в несколько подходов:
- Усилие 5 кгс*м.
- Усилие 10 кгс*м.
- Усилие 18 кгс*м.
- Усилие 26 кгс*м.
Если при работе не применять специальный инструмент, то можно провести неравномерную затяжку болтов, что приведет в дальнейшем к изгибанию поверхности головки, либо прорыву отработавших газов, масла, топливной смеси или тосола. Вместе с этим жидкости могут проникнуть в водяную рубашку и систему смазки. Это приведет к необходимости дорогостоящего ремонта в дальнейшем.
Так же в список ошибок входит перетяжка крепежных элементов, использование изношенных головок и динамометрических ключей.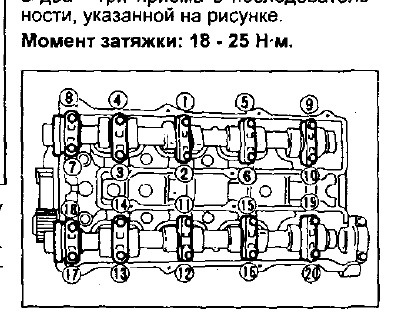 Применение нестандартных крепежных деталей для ГБЦ ЯМЗ 236 не допускается.
Применение нестандартных крепежных деталей для ГБЦ ЯМЗ 236 не допускается.
Правильное выполнение процедуры затягивания крепежных болтов, а также точного силового момента обеспечивает надежную и длительную работу мотора. Система ГРМ играет главную роль в работе силового агрегата, поэтому нарушать правила затягивания крепежных элементов ГБЦ двигателя ЯМЗ 236 нельзя. Помимо этого, нужно перед затяжкой болтов предварительно смазать их моторным маслом. Достаточно нанести небольшой объем масла на резьбовую часть.
Затяжка болтов двигателя, ПРАВИЛЬНЫЙ способ
15 февраля 2019 г.
В какой-то момент своей карьеры мы все сталкивались со следующим сценарием: клиент представляет автомобиль, на котором прокладка головки блока цилиндров была заменена на оригинальную замену X -количество месяцев назад, и который теперь имеет безошибочные признаки того, что сменная прокладка снова взорвалась.
Заказчик утверждает, что с тех пор и до сих пор двигатель не перегревался и что за это время система охлаждения не теряла охлаждающую жидкость. Кроме того, чтобы доказать, что работа не выполнялась механиком на заднем дворе, заказчик представляет профессиональный счет, в котором четко указано, что были выполнены все необходимые инженерные работы и испытания, а водяной насос, термостат и шланги радиатора были заменены в то время. заменена оригинальная прокладка. Радиатор также был химически очищен, и исторических кодов неисправностей нет. Так что же пошло не так?
Кроме того, чтобы доказать, что работа не выполнялась механиком на заднем дворе, заказчик представляет профессиональный счет, в котором четко указано, что были выполнены все необходимые инженерные работы и испытания, а водяной насос, термостат и шланги радиатора были заменены в то время. заменена оригинальная прокладка. Радиатор также был химически очищен, и исторических кодов неисправностей нет. Так что же пошло не так?
Хотя существует множество возможных причин, которые могли пойти не так, однако в нашем гипотетическом примере наиболее вероятной причиной является тот факт, что головка блока цилиндров не была затянута должным образом. Таким образом, в этой статье мы более подробно рассмотрим, как работают болты, что следует учитывать при затяжке критических болтов и, что более важно, почему болтовые соединения выходят из строя, начав с определения некоторых общих терминов, которые часто используются, но не всегда понимаются. , например-
Предварительная нагрузка
«Предварительная нагрузка» — это общий термин, описывающий натяжение или усилие зажима, которое болт оказывает на соединение при затягивании болта. На практике предполагается, что общая сила зажима на ненагруженном болтовом соединении, таком как головка цилиндра, прижатая к блоку цилиндров, равна и противоположна предварительному натягу всех болтов. Следовательно, если указанный предварительный натяг не применяется ко всем болтам головки блока цилиндров в равной степени, почти наверняка может возникнуть одна или несколько проблем, таких как усталостное разрушение одного или нескольких болтов, или вибрация может привести к самоослаблению одного или нескольких болтов, приводит к отказу сустава.
На практике предполагается, что общая сила зажима на ненагруженном болтовом соединении, таком как головка цилиндра, прижатая к блоку цилиндров, равна и противоположна предварительному натягу всех болтов. Следовательно, если указанный предварительный натяг не применяется ко всем болтам головки блока цилиндров в равной степени, почти наверняка может возникнуть одна или несколько проблем, таких как усталостное разрушение одного или нескольких болтов, или вибрация может привести к самоослаблению одного или нескольких болтов, приводит к отказу сустава.
Пробная нагрузка
Пробная нагрузка всегда выражается в единицах силы, например, в ньютонах (Н) или фунт-сила (фунт-сила) и, как таковая, является одним из трех механических свойств, которые определяют общую прочность на растяжение болт, двумя другими свойствами являются предел текучести и предел прочности.
По сути, «пробная нагрузка» относится к максимально допустимой растягивающей силе, которую может выдержать болт без пластической деформации этого болта. Иными словами, болт должен оставаться в своей упругой фазе, когда к нему приложена заданная пробная нагрузка. На критических болтах двигателя и подвески испытательная нагрузка обычно колеблется от 85% до примерно 95% от предела текучести болтов.
Иными словами, болт должен оставаться в своей упругой фазе, когда к нему приложена заданная пробная нагрузка. На критических болтах двигателя и подвески испытательная нагрузка обычно колеблется от 85% до примерно 95% от предела текучести болтов.
Предел текучести
Предел текучести относится к силе растяжения, которая должна быть приложена к болту для того, чтобы вызвать заданную остаточную деформацию болта. В большинстве случаев указанная деформация ограничивается примерно 2% длины болта.
Предел прочности
Предел прочности относится к максимальному растягивающему усилию, которое болт может выдержать без разрушения.
Так что же все это значит?
С практической точки зрения все вышеперечисленное можно применить к обычным болтам двигателя, которые нужно было просто затянуть с заданным значением крутящего момента, чтобы обеспечить необходимое усилие зажима в двигателях, которые не состоят из различных материалов, т. е. оба блока цилиндров а головка(и) блока цилиндров были изготовлены из чугуна.
В этих двигателях все части двигателя расширялись с одинаковой скоростью, когда были горячими, и сжимались с одинаковой скоростью, когда остывали. На практике это означало, что если бы правильное значение крутящего момента было приложено, скажем, ко всем болтам головки цилиндров, каждый болт был бы достаточно растянут, чтобы обеспечить зажимное усилие, необходимое для надежной герметизации прокладки как к головке цилиндров, так и к блоку цилиндров. .
Следует отметить, что, несмотря на то, что обычные болты несколько растягивались в процессе затяжки, их предел текучести никогда не превышался, а это означало, что эти болты восстанавливали свою первоначальную длину после снятия предварительного натяга. По этой причине можно было (и безопасно) повторно использовать обычные болты головки блока цилиндров несколько раз, если только они не были явно корродированы, изрыты или иным образом повреждены.
Однако новые конструкции двигателей, в которых использовались разные материалы, такие как чугун для блока цилиндров и алюминий для головок цилиндров, означали, что обычные болты больше не могли удерживать эти двигатели вместе, поскольку чугун и алюминий расширяются и сжимаются. по совершенно разным тарифам. Таким образом, чтобы решить проблему с разной скоростью расширения / сжатия, конструкторы двигателей были вынуждены разработать болты, которые можно было предварительно натянуть до их предела текучести без разрушения; эти болты известны как-
по совершенно разным тарифам. Таким образом, чтобы решить проблему с разной скоростью расширения / сжатия, конструкторы двигателей были вынуждены разработать болты, которые можно было предварительно натянуть до их предела текучести без разрушения; эти болты известны как-
Болты с крутящим моментом для текучести / Угловые болты
Как и в случае с обычными болтами, болты с крутящим моментом для текучести также затягиваются до тех пор, пока они не деформируются, но с тем основным отличием, что болты с крутящим моментом для текучести затягиваются до полной деформации, что с нашей точки зрения механика, является наиболее важной характеристикой, которую следует иметь в виду, и вот почему-
Когда момент затяжки болта головки блока цилиндров или любой другой критический момент затяжки болта двигателя затягивается, он проходит две важные фазы: это (для наших целей)
Эластичная фаза
На этой фазе болт растягивается при приложении к нему крутящего момента, но если крутящий момент будет снят, болт вернется к своей первоначальной длине.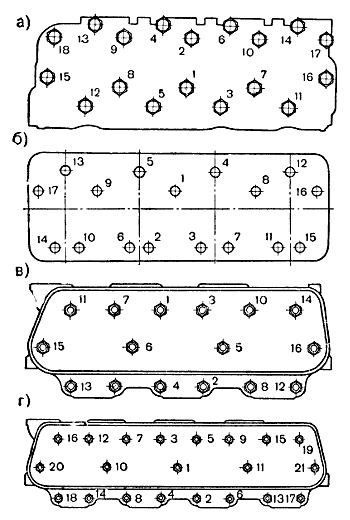 Важно помнить, что в упругой фазе болт не будет обеспечивать достаточную прижимную силу, чтобы надежно удерживать головку блока цилиндров.
Важно помнить, что в упругой фазе болт не будет обеспечивать достаточную прижимную силу, чтобы надежно удерживать головку блока цилиндров.
Пластическая фаза
По мере того, как нагрузка на болт увеличивается, он подвергается пластической фазе, что означает, что болт растягивается до точки, из которой он не может восстановить свою первоначальную длину, если снять с него нагрузку. Именно в этом состоянии болт обеспечивает необходимую зажимную силу, чтобы надежно удерживать головку блока цилиндров.
Линия, разделяющая упругую и пластичную фазы, называется пределом текучести, отсюда и термин «крутящий момент для текучести» болта. Обратите внимание, что эта разделительная линия является функцией комбинированного воздействия нескольких факторов, включая крутящий момент, приложенный к болтам, материал, из которого сделан болт, наличие (или отсутствие) покрытий, гальванопокрытий или смазки на любой части болта. болта, угол шага резьбы, а также диаметр болта.
Все факторы, перечисленные выше, в дополнение к некоторым, не перечисленным, были включены в нечто, называемое «Фактор ореха», который обычно обозначается буквой «К» на инженерном языке. Однако нам не нужно углубляться в сложности вычисления фактора ореха здесь; достаточно сказать, что если техник использует должным образом откалиброванный динамометрический ключ и индикатор угла для затяжки головки цилиндров, маловероятно, что предел текучести болтов будет превышен.
Тем не менее, если предел текучести болта будет превышен, техник почувствует выраженное «смягчение» нагрузки, как если бы с болта содрали резьбу. В этот момент болт чрезмерно растянут (если он не сломается первым) и большая часть, если не вся прижимная сила, обеспечиваемая этим болтом, теряется, что приводит нас к следующему пункту —
Как затянуть крутящий момент, чтобы уступить болты
Как и обычные болты, болты с предельным усилием затяжки также затягиваются в определенной последовательности и заданном количестве этапов, чтобы предотвратить деформацию головки блока цилиндров (или любых других компонентов), но с тем очень важным отличием, что начальная установка момента затяжки, которая известный как «плотный крутящий момент», всегда относительно низок. Например, типичная последовательность затяжки головки блока цилиндров может выглядеть так:
Например, типичная последовательность затяжки головки блока цилиндров может выглядеть так:
- Затяните все болты последовательно и в два этапа с моментом затяжки, скажем, 30 Нм
- Поверните все болты на 90 градусов в правильной последовательности затяжки
- Поверните все болты еще на 90 градусов в правильной последовательности затяжки
ПРИМЕЧАНИЕ: Приведенный выше пример процедуры затяжки является всего лишь иллюстративным примером. Всегда сверяйтесь с предписанными процедурами и спецификациями производителя при установке болтов, чтобы избежать проблем в дальнейшем.
Целью применения градусов вращения является обеспечение того, чтобы все болты были доведены до предела текучести более точно, чем это возможно при простом значении крутящего момента, потому что заданное вращение учитывает тот факт, что только от 10 до 15 процентов значение крутящего момента дает полезное усилие зажима. По сути, затяжка болтов в градусах вращения в значительной степени устраняет эффекты трения между резьбой и поверхностью подшипника между головкой болта и шайбой подшипника. Применение градусов вращения, в отличие от значения крутящего момента, также устраняет недостаточную или чрезмерную затяжку, вызванную плохо откалиброванными динамометрическими ключами, поскольку угол поворота не зависит от прикладываемого крутящего момента.
Применение градусов вращения, в отличие от значения крутящего момента, также устраняет недостаточную или чрезмерную затяжку, вызванную плохо откалиброванными динамометрическими ключами, поскольку угол поворота не зависит от прикладываемого крутящего момента.
С практической точки зрения следует отметить, что при приложении градусов вращения к болтам головки блока цилиндров достигаемые конечные усилия зажима, как правило, находятся в пределах 10 % от указанных пределов текучести, тогда как при простом значении крутящего момента окончательные усилия зажима может быть на 30% ниже требуемой. Основная причина больших расхождений при использовании только значений крутящего момента связана с широким разбросом значений крутящего момента (также известным как разброс предварительного натяга), который в основном является результатом общего коэффициента трения, который является функцией комбинированного трения под болтом. головкой и между ответными нитями.
На практике затяжка болтов, затянутых надлежащим образом, надежно удерживает головку блока цилиндров на протяжении всего срока службы двигателя, за исключением, конечно, таких бедствий, как перегрев двигателя, поскольку предел текучести болтов рассчитан на с различными скоростями расширения/сжатия, которые вызывают относительные боковые перемещения между компонентами.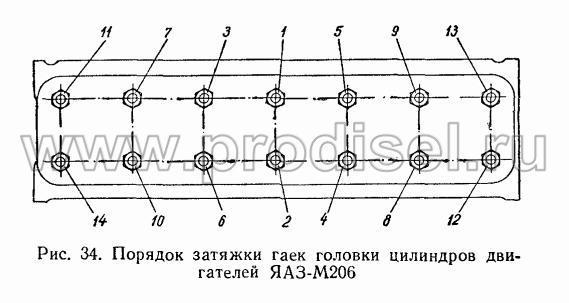
Другие вещи, о которых следует помнить
С учетом всего вышесказанного, есть и другие соображения, которые следует учитывать при установке болтов головки блока цилиндров, наиболее важными из которых являются:0003
НЕ используйте метчики для очистки резьбовых отверстий. обычный метчик для нарезания резьбы. В отличие от метчиков для нарезки резьбы, пример которых показан выше, обычные метчики для нарезания резьбы удаляют материал с резьбы, что может привести к выпадению ступеней из отверстия при затягивании болта.
Кроме того, обязательно используйте воздух из цеха для выдувания мусора из отверстий после процесса очистки и убедитесь, что в отверстиях не осталось масла или других жидкостей.
Смазывать или не смазывать новые болты
Хотя существует столько же мнений по этому вопросу, сколько техников, выступающих за или против этой практики, факт заключается в том, что для затяжки требуется гораздо больше усилий. сухой болт, чем смазанный.
Однако реальная проблема заключается в том, что некоторые смазочные материалы могут работать слишком хорошо, например, противозадирные составы. Имейте в виду, что любой резьбовой крепеж зависит от трения, чтобы оставаться затянутым, поэтому, если используется смазка, которая позволяет вибрациям и тепловым циклам преодолевать это трение, крепежный элемент отвинчивается сам. Имейте в виду тот факт, что противозадирные составы предназначены для использования на крепежных элементах, которые должны быть удалены без поломки, что НЕ относится к болтам головки блока цилиндров.
Тем не менее, большинство поставщиков сменных болтов предоставляют инструкции по смазыванию новых болтов головки блока цилиндров, но во многих случаях в инструкциях не упоминается конкретный смазочный материал или, что еще хуже, не исключается или запрещается использование определенных смазочных материалов. В таких случаях лучше всего обратиться к поставщику за подробной информацией о рекомендуемых смазочных материалах или использовать специально изготовленную смазку для болтов в строгом соответствии с инструкциями, прилагаемыми к изделию.
Заключение
Из всего вышеизложенного должно быть очевидно, что установка критических болтов двигателя представляет собой гораздо больше, чем просто ввинчивание болтов и затягивание их до щелчка динамометрического ключа. На самом деле, большой процент отказов прокладки головки блока цилиндров может быть напрямую связан с плохой или неправильной процедурой затяжки болтов неопытными механиками, которые, если они прочитают это, должны принять к сведению четыре наиболее распространенных причины, почему болты, и особенно головка блока цилиндров, болты, «откручиваются» сами-
- Использование ранее использовавшегося крутящего момента для деформации болтов
- Недостаточный предварительный натяг, достигнутый при установке болтов, что обычно вызывает чрезмерные относительные поперечные перемещения между компонентами
- Упругое взаимодействие между болтами: это может произойти, когда затягивание одного болта в многоболтовых соединениях (например, в головках цилиндров) влияет на предварительный натяг соседних болтов. Основной причиной упругих взаимодействий между болтами является несоблюдение предписанной последовательности затяжки болтов.
- Ослабление предварительной нагрузки болтов в результате проскальзывания прокладки или застревания прокладки в головке блока цилиндров. Основной причиной этого явления является использование нестандартных прокладок головки блока цилиндров, которые имеют тенденцию к расширению и/или сжатию при термоциклировании. Единственный надежный способ избежать этого — использовать сменные прокладки головки блока цилиндров OEM.
 Основной причиной упругих взаимодействий между болтами является несоблюдение предписанной последовательности затяжки болтов.
Основной причиной упругих взаимодействий между болтами является несоблюдение предписанной последовательности затяжки болтов.Какова процедура установки головки блока цилиндров для нового дизельного двигателя GM 6,6 л?
Перейти к содержимому Искать:Объявление
Social Connect
Ресурсы
Наш бренд Family
Контент для профессионалов и любителей двигателейПодписаться
Как можно не любить лето? Конечно, становится жарко, но это определенно побеждает холод, и так много всего занимает ваше время. Здесь, в Engine Builder, наша команда была очень занята, посещая гоночные мероприятия, шоу, посещая производителей и магазины двигателей, а также нашу обычную работу с контентом.
Здесь, в Engine Builder, наша команда была очень занята, посещая гоночные мероприятия, шоу, посещая производителей и магазины двигателей, а также нашу обычную работу с контентом.
Июнь начался с участия в соревновании Ultimate Callout Challenge 2022 на гоночной трассе Lucas Oil Raceway, где демонстрируются одни из лучших дизельных грузовиков малой грузоподъемности в стране, соревнующиеся в дрэг-рейсинге, соревнованиях на динамометрическом стенде и буксировке саней. Он также освещает серию ODSS Outlaw Revenge.
Конкуренция UCC всегда жесткая, и то, как производители дизельных двигателей продолжают выходить за рамки возможного, всегда очень впечатляет. В этом году участники охотились за 4-секундными восьмимильными ET и показателями динамометрического стенда выше 2500 лошадиных сил! Оба подвига были достигнуты несколькими конкурентами.
Читать статью полностью
Думаешь, у тебя есть все, что нужно для драки?
Во-первых, я не имею в виду кулачный бой, но я уверен, что большая часть этой толпы сможет постоять за себя.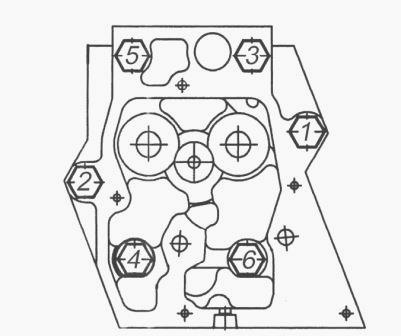 Скорее, я имею в виду новое соревнование по перетаскиванию под названием Builder’s Brawl.
Скорее, я имею в виду новое соревнование по перетаскиванию под названием Builder’s Brawl.
Автор: Грег Джонс
Глубокая страсть
Имея уникальную возможность наблюдать за этой отраслью со своего кресла в качестве редактора Engine Builder, я, безусловно, открыл мне глаза на множество замечательных достижений в этой отрасли. для этого. Тем не менее, моя любимая вещь в этом — без сомнения — это страсть. Статьи по теме – PRI 2021: Что за шоу
Автор: Грег Джонс
PRI 2021: What a Show
Прежде всего — с Новым годом всех вас. Я искренне надеюсь, что вы были с друзьями и семьей во время праздников, и что у всех вас был безопасный и веселый конец 2021 года. Теперь мы официально приветствовали 2022 год, и, поскольку праздники быстро приходят и уходят, как всегда, I
Автор Грег Джонс
Новогодняя резолюция
Безумно думать, что 2021 год подходит к концу. Дни и недели в году всегда кажутся длинными, но месяцы и сам год пролетают незаметно. Странно, что так всегда. Как говорится, Отца Времени не остановить! Все, что мы можем сделать, это двигаться вперед и
Автор: Грег Джонс
Другие сообщения
Куда делись все детали двигателя?
Звучит знакомо? «Мы сталкиваемся с проблемами в цепочке поставок, которые привели к задержкам производства, временному дефициту товаров, увеличению сроков выполнения заказов и увеличению затрат. Вы можете столкнуться с задержкой доставки и нехваткой товара. Мы полны решимости справиться с этими проблемами и благодарим вас за ваше терпение и поддержку». Статьи по теме – Защитите себя
Автор: Грег Джонс
Защитите себя как малый бизнес
Колонка этого месяца предназначена для всех тех, кто занимается малым бизнесом в сфере автомобилестроения, а также для тех, кто хочет попасть в этот сегмент отрасли. . Производительность автомобилей — это серая зона, которая сопряжена с рисками и выгодами, а также с клиентами, которые не знают, чего они не знают. Если вы не будете осторожны,
. Производительность автомобилей — это серая зона, которая сопряжена с рисками и выгодами, а также с клиентами, которые не знают, чего они не знают. Если вы не будете осторожны,
Нейт Буш
Апрель был добр ко мне
Два года назад в этом месяце меня повысили до редактора этого прекрасного издания и бренда, который мы называем Engine Builder. После пяти лет работы управляющим редактором у меня появился шанс управлять кораблем, как говорится, когда Дуг Кауфман принял должность главного редактора Babcox Media
Автор Грег Джонс
Управление по охране окружающей среды и культура хот-родов
Для меня это неясная область. Очевидно, что быть страстным автолюбителем, который готов поставить турбокомпрессоры на что угодно и действительно наслаждается производительностью, это создает внутренний конфликт между желанием быть кем-то, кто участвует в более экологичном взгляде на будущее, и благополучием моей страсти, карьеры и отрасли.