Хромирование в домашних условиях – технология процесса
Хромирование в домашних условиях – это процедура, с которой сможет справиться практически каждый человек. Хромируя детали собственными руками, можно получить качественное покрытие за сравнительно небольшие деньги.
Что такое хромирование?
Хромирование деталей – это нанесение на их поверхность тонкого слоя хрома. Наносить хром можно на заготовки из стали, меди, алюминия и других металлов. Полученное покрытие не только придаёт детали красивый внешний вид, но и защищает металл от коррозии и негативного влияния окружающей среды.

Способы хромирования
Обработка поверхностей дает возможность получить покрытие высокого качества, защищающее изделие от химического и механического влияния. Выполнить хромирование в домашних условиях можно тремя способами.
Гальваническим
Это наиболее часто используемый способ. При гальваническом методе создаётся специализированный раствор (электролит). После помещения металлической детали в ёмкость с электролитическим раствором на неё и специализированный электрод подаётся напряжение постоянного тока. Под воздействием электрического тока атомы хрома ложатся на заготовку.

Химическим
При использовании этого метода нанесения изготавливается специализированный раствор из химических реагентов. Изделие помещается в ванну с таким раствором. Реагенты раствора взаимодействуют между собой, и соли хрома ложатся на деталь. При химическом способе нет необходимости применять электрический ток.
Растворы реагентов отлично подходят для хромирования деталей с небольшими повреждениями поверхности. После окончания процедуры потребуется провести полировку заготовки. Изделие приобретет блеск только после полировки.

Напылением
Для выполнения процедуры этим способом понадобится специализированная гальваническая кисть. После изготовления электролитического раствора для хромирования он наносится на изделие кистью. При этом на кисть и заготовку подаётся напряжение постоянного тока. Под действием тока атомы хрома из раствора ложатся на поверхность изделия.
Напыление не требует использования ванны для погружения детали в раствор. Поэтому таким способом можно нанести слой хрома на заготовки более крупных размеров.

Подготовка к проведению работ
Перед началом работы необходимо подготовить изделия и необходимое оборудование. От правильности подготовки зависит качество полученного покрытия.
Подготовка изделия
Для получения качественного и равномерного слоя хрома нужно предварительно очистить обрабатываемые поверхности. Потребуется удалить все наслоения пыли, грязи, лака, краски и ржавчины. Это можно сделать наждачной бумагой или с применением пескоструйной обработки.

Наждачная бумага
При использовании наждачной бумаги нужно удалить пыль и мелкие абразивные частицы сжатым воздухом. После очистки следует максимально выровнять поверхность. Допустимый размер неровностей составляет не более одного миллиметра.
Чтобы хром лег ровно, необходимо обезжирить заготовку. Для обезжиривания используется специализированный раствор, который можно изготовить самостоятельно. Для создания раствора необходимо добавить в воду 150 грамм гидроокиси натрия, 5 г силикатного клея и 50 г кальцинированной соды. Соотношение компонентов указано на один литр воды. После создания раствора его нагревают до 90 градусов и опускают в него изделие.
Подготовка электролита
Для гальванического хромирования следует подготовить электролит. Его составляющими являются хромовый ангидрид, серная кислота и вода. Подготовка электролита к работе происходит следующим образом:
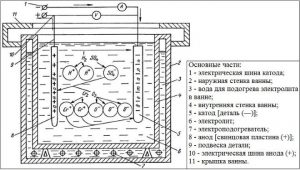
Схема электролитического хромирования
- В герметичную неметаллическую ёмкость наливается дистиллированная или кипяченая вода. Ёмкость следует заполнить наполовину.
- Вода подогревается до температуры 55 – 65 градусов.
- Добавляется ангидрид хрома из расчета 250 грамм на один литр воды
- Заливается серная кислота из расчёта 2.5 грамма на литр.
- После смешивания через электролит подаётся напряжение постоянного тока на протяжении 3 часов. Сила тока должна составлять 6.5 ампер на литр.
- После приобретения раствором коричневого цвета его необходимо поставить в прохладное место на 24 часа.
Подготовка оборудования
Для получения гальванического покрытия потребуется применение следующего оборудования:
- Контейнер для установки емкости. Подойдет ящик из дерева. Стенки и дно ящика следует утеплить, создав эффект термоса.
- Ёмкость требуемых размеров. Емкость должна быть стеклянной. Подойдет обычная трехлитровая банка.
- Электронагревательный элемент. Используется керамический ТЭН.
- Термометр, которым можно измерять температуру жидкости до 100оС.
- Неметаллическая крышка для емкости. Она должна герметично закрывать сосуд. В качестве материала для крышки можно использовать фанеру.
- Источник постоянного тока.
- Электроды. Внутренний анод изготавливается из свинцовой пластины. Катодом является обрабатываемое изделие.
- Провода для подключения.
При хромировании выделяются испарения, негативно влияющие на здоровье человека. Следует приобрести средства индивидуальной защиты.
Проведение хромирования
Процедура проведения хромирования осуществляется следующим образом:
- Электролитический раствор в емкости нагревается до 53 градусов;
- Обрабатываемая деталь крепится на проводе при помощи специального зажима и опускается в электролит;
- После того как температура заготовки и раствора станет примерно равной, на анод и катод подается напряжение постоянного тока;
- После окончания процесса деталь обогревают в печи на протяжении 2.5 – 3 часов. Это делает полученное при хромировании покрытие более прочным.

Причины дефектов покрытия
Существует несколько дефектов:
- Неравномерный блеск – слишком большая сила тока или низкая температура раствора.
- Отсутствие блеска – недостаточное количество серной кислоты или ангидрида.
- Появление коричневых пятен – недостаток серной кислоты или избыток хромового ангидрида.
- Низкая прочность покрытия – низкая сила тока или завышенная температура электролита.

Таблица дефектов при хромировании
Область применения технологии
Хромирование применяется для улучшения внешнего вида изношенных деталей автомобилей, мотоциклов и др. Его используют для создания изделий, поверхность которых требует особого блеска. Нанесение хрома защищает детали от коррозии и механических повреждений.
Из вышеперечисленного следует, что выполнить хромирование металлических деталей в домашних условиях может любой желающий. Для получения качественного слоя нужно строго придерживаться определенных инструкций.
Видео по теме: Хромирование дома — это просто
Хромирование в домашних условиях — технология металлизации

Хромированное покрытие способно изменить качественный и декоративный состав любого предмета. Многие фирмы предлагают услуги по металлизации элементов, но существует альтернатива дорогостоящей процедуре. Вполне реально провести хромирование в домашних условиях, если знать некоторые тонкости и правила производственной технологии.
Процедура хромирования
Хромированием называют сложный физико-химический процесс, представляющий собой зеркальное серебрение отдельных элементов с помощью распыления. Покрытие из хрома не поддаётся окислению и агрессивному напору внешней среды, а также надолго сохраняет насыщенность оттенка. Металлизация хромом применяется не только для обновления автомобильных запчастей, но и для создания интерьерного декора.

Условия для проведения процедуры
Процесс преображения невзрачных деталей в зеркальные предметы сопряжён с использованием химических реагентов. Жилая комната или кухня не подойдут для хромирования в домашних условиях. Для такого опыта стоит создать импровизированную лабораторию в гараже или другом изолированном помещении. Опасные испарения реагентов могут повысить риск возникновения онкологических заболеваний, поэтому выбранная комната должна быть оборудована вентиляцией, а мастер снаряжен защитной одеждой, очками и маской.
Подготовка рабочего места – очень ответственная часть работы, при проведении которой нужно учесть некоторые особенности технологии.

В каких условия безопасно проводить хромирование
Базовое оборудование
К основным инструментам, используемым при обработке металла, относят следующие компоненты:
- электрохимическая ванна или стеклянная ёмкость;
- выпрямитель тока;
- нагревательный элемент;
- термометр.

Схема электрохимической ванны для хромирования
Для химической обработки разных металлов предназначена гальваническая ванна. Объёма изолированной ванны хватит для того, чтобы подвергнуть серебрению крупногабаритный металл. Хромирование своими руками мелких деталей можно провести в небольших ёмкостях из стекла.
С помощью обычного термометра можно выдержать нужную для процедуры температуру. Химические реагенты являются основными участниками процесса серебрения металла. Основной компонент – оксид хрома, который в определённой дозировке считается смертельным ядом. К использованию этого вещества стоит отнестись предельно внимательно.

Применение оксида хрома
Химические реагенты
Самостоятельное хромирование также подразумевает поиск надёжных поставщиков, торгующих нужными веществами. Большинство химических компонентов можно приобрести на складах медицинского оборудования, а остальные – купить в аптеке. В стартовый набор включены следующие вещества:
- AgNO3 – азотнокислое серебро – 2 г;
- SnCl2 – двухлористое олово – 2,5 г;
- Глюкоза – 2,5 г;
- NaOH – гидроксид натрия – 22 г;
- NH4OH (аммиак) – 5 мл;
- HCl – соляная кислота – 20 мл;
- Формалин 37% – 0,45 л;
- Дистиллированная вода –2 л.
С помощью кухонных весов или мерных стаканов можно выполнить дозировку каждого препарата. А для самого процесса хромирования своими руками понадобятся одноразовые шприцы и бытовые распылители.
Технология изготовления покрытия
Технология опыления металла хромом включает 4 этапа.

Процесс хромирования
Приготовление растворов
Эта стадия работы начинается с изготовления из химических компонентов специального состава. Раствор двухлористого олова понадобится для активации поверхности металла. Его можно приготовить, использовав следующие компоненты:
- дистиллированная вода – 0,5 л;
- двухлористое олово – 2,5 г;
- соляная кислота – 20 мл.

Приготовление растворов для хромирования
Рецепт восстановителя предполагает следующий набор составляющих:
- дистиллированная вода – 0,5 л;
- формалин – 5 мл;
- глюкоза – 2,5 г.
Рецепт серебрильного раствора:
- дистиллированная вода – 0,5 л;
- азотнокислое серебро – 2 г;
- гидроксид натрия – 2 г;
- аммиак – 5 мл.
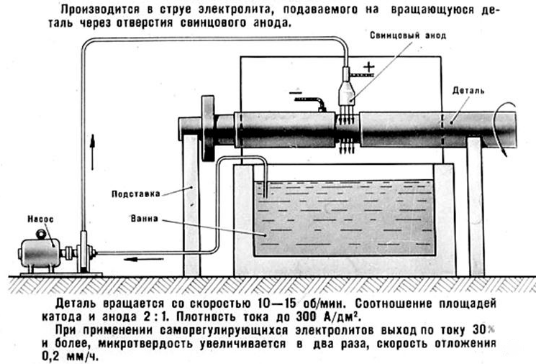
Струйное хромирование
Подготовка поверхности
Подготовка изделия для хромирования своими руками требует обезжиривания поверхности металлической детали. Рецепт обезжиривающего состава: дистиллированная вода – 0,5 л (to – 50-60o) и гидроксид натрия — 20 г.
Покрытие стоит протереть обезжиривающей жидкостью, далее нужно тщательно смыть раствор. Необработанные фрагменты детали не будут поддаваться диффузионной металлизации.

Обезжиривание поверхности
Активация покрытия
Реакцию опыления металла необходимо активировать. Выполнение этого приёма требуется для того, чтобы серебро надёжным слоем покрыло желаемый предмет. Активация покрытия производится с помощью раствора двухлористого олова в течение ровно 1 минуты. Дальше следует охлаждать поверхность металла, путем помещения его в холодную воду на 3 минуты. Несоблюдение временных промежутков опыления ведёт к браку детали.

Помещение металла в раствор
Металлизация
Получение желаемой плёнки серебра на поверхности предмета – самый интересный этап хромирования в домашних условиях. Серебрильный раствор и восстановитель следует распылять по объекту таким образом, чтобы два состава равномерно ложились на поверхности металла.

Металлизация распылителем
Методы проведения
Знание взаимодействия химических элементов и наличие базового оборудования поможет беспроблемно провести хромирование своими руками. Существует 3 способа проведения данной процедуры.
Гальванический
Электрохимический метод серебрения металла подразумевает наличие прокаливающего элемента – катода, среды химической реакции – электролита, обрабатываемой детали – анода. Электролит представляет собой смесь очищенной воды, серной кислоты и хромового ангидрида (CrO 3). Погружение объекта металлизации в электролит производится при температуре воды 60-80оС. В результате реакции, на стенках предмета оседают катионы хрома, и деталь покрывается зеркальной плёнкой.

Схема электрохимического устройства
Каталитический
Химический способ обработки металла основывается на взаимодействии реагентов с поверхностью изделия. Атомы с высоким потенциалом поднимаются на верхний слой покрытия в результате реакции с реагентами. Полученное покрытие полируют и доводят до зеркального оттенка.

Диффузионный
Такой метод хромирования сохраняет базовые принципы напыления хрома, но сама процедура проводится с помощью гальванической установки. Этот тип хромирования своими руками избавляет от необходимости сооружать громоздкую электролитическую ванну. Гальваническая установка представляет собой специальную кисть, в которую заливается электролит, трансформатор и шнур, соединяющий катод и анод. Вместо привычной ворсистой кисти можно использовать пористую губку.

Причины появления изъянов на поверхности деталей
Опытные мастера выделяют несколько основных причин, влияющих на качество хромирования в домашних условиях.

Способы устранения изъянов на поверхности деталей
Превышение силы тока. Избыточный ток, пропущенный через объект, может привести к неравномерному окрашиванию предмета.
Несоблюдение технологии. При нарушении оптимальных температурных показателей и дозировки реактивов металл не обретёт желаемый зеркальный блеск.
Некачественная подготовка изделия-основы. Плохое обезжиривание не позволит катионам хрома равномерно осесть на поверхности предмета, а также уменьшит срок его эксплуатации.
Видео по теме: Химическая металлизация (хромирование)
Хромирование в домашних условиях
Главная → Хромирование в домашних условияхСегодня очень часто можно встретить в сети сайты, рассказывающие о хромировании в домашних условиях. Хочу высказать свое скромное мнение на этот счет не только как специалиста, создавшего гальваническое предприятие, но и как эколога, в первую очередь.
Начнем с того, что многим гальваника кажется делом легким и дешевым. Бытует мнение, мол, макнул бампер в раствор — вот тебе и идеально блестящее, прочное покрытие. А так как не у многих найдется лишняя сотня квадратных метров бесхозной площади, то первым в очереди на заселение становится гараж. Оттого домашнюю гальванику называют еще «гаражной».
Сейчас не проблема найти мало-мальски профессиональную литературу по электрохимическим покрытиям в интернете. Однако мало знать технологию. Тем более, многое, что написано в книгах зачастую вообще не работает. Какие же проблемы сразу должны насторожить Вас?
1. Кроме непосредственно покрытия (возьмем пример более известного в широких массах хромирования по стали) требуется большое число подготовительных операций. Качественное декоративное покрытие невозможно получить без полировки поверхности. Легко ли отполировать до блеска автомобильный диск? Даже для обработки того же бампера требуется умение. После мехобработки потребуется обезжиривание, затем травление (после всех операций придется делать минимум 3 промывных ванны), которое не всегда проводится в серной кислоте. Положим, что аккумуляторную кислоту достать можно. С соляной и азотной кислотой дело обстоит сложнее, как и со всеми последующими реактивами по той простой причине, что легально реактивы могут продаваться ТОЛЬКО ЮРИДИЧЕСКИМ ЛИЦАМ или на худой конец ИП. И уж точно никто в здравом уме не продаст левому человеку хромовый ангидрид, являющийся основным компонентом ванны хромирования. А серная кислота в этой ванне потребуется уже не аккумуляторная, техническая, а чистая, определенной квалификации. Даже приготовление электролита — сложная задача, которая включает в себя проработку током в нужном режиме
2. Электролит хромирования требует определенной температуры, соотношения ангидрид/кислота и плотности тока. Для такой ванны необходим высоковольтный, по сравнению с обычной гальваникой, выпрямитель тока большой мощности. Посчитайте площадь поверхности покрываемого диска (всю, так как нормально заизолировать ненужные части не удастся - выделяющийся на катоде водород сорвет любой лак или пленку) — плотность тока для хромирования может достигать 30 А/дм2. Теперь умножьте площадь в дм2 на эту величину. Это потребный для покрытия ток. Если умножить этот ток на напряжение для хромирования, то Вы получите мощность выпрямителя и она окажется немаленькой. Скорее всего, выпрямитель будет трехфазным, а такая сеть есть не во всех гаражах.
3. Теперь — ванны. На все операции может потребоваться до 12 ванн, если используется 1 ванна хромирования. В электролизной ванне придется ставить свинцовые аноды и медные штанги большого сечения. Эти вещи тоже нелегко достать, так как нужно их относительно немного, а продавать их поштучно почему-то не хотят. В основном — мелкий опт. В каждой ванне нужна будет дистиллированная вода. Если принять примерный объем одно ванны 250 л, то, умножив эту цифру на 12 ванн, получим 3 кубометра дистиллированной воды. Это 3000 л. Согласитесь, покупать 3000 бутылок дистиллята в автомагазине — не лучшая идея. Дистиллятор же потребует много денег и обязательно наличия холодного водоснабжения, которое есть не во всех гаражах.
4. Хромовый электролит не предусматривает использования расходуемых анодов. Это означает, что концентрации компонентов в нем постоянно меняются. Добавим сюда низкий выход по току и получим, что корректировка электролита потребует целой аналитической лаборатории. А там — приборы и специфические реактивы. И навыки. Без опытного технолога будет очень непросто обойтись.
5. Отдельно поговорим про экологию. Помним, что хромовый ангидрид — сильнейший яд и канцероген. Промывную воду после хромирования придется менять часто. Куда девать весь этот объем стоков? Слив на улицу — последнее, что должно придти в голову, за это можно загреметь по уголовному делу и сильно, не говоря про штрафы. Вывозить за город — не навывозишься. А если электролит выйдет из строя? За выброс такого количества канцерогенов в окружающую среду можно смело приписывать статью «терроризм». И это на самом деле так — это тяжелейшее преступление против тех, кому в питьевую воду потом попадет этот источник рака.
Из всего этого заключу, что организация гальваники в домашних условиях — дело не только сложное, рискованное, малорентабельное, но и НЕЛЕГАЛЬНОЕ и УГОЛОВНО НАКАЗУЕМОЕ. Затрат придется внести куда больше, чем кажется, проблем — не оберешься. И если даже что-то получится, конкурировать с профессиональной гальваникой «гаражная» вряд ли сможет. Стоит ли браться? Решайте сами. В конце концов, если Вы решили зарабатывать, то можно найти много более выгодных способов вложения денег, а если вам нужен конкретный продукт — обратитесь к профессионалам. Только имейте в виду, что кроме гальванического хромирования есть еще другие виды: мета-хром, напыление, трибо-гальваника. Все они НЕ ДАЮТ КАЧЕСТВЕННО СЦЕПЛЕННОГО покрытия и ваш блестящий повод для гордости на копытах железного коня очень скоро может стать поводом для покупки колпаков, чтобы закрыть обсыпавшееся и прокорродировавшее непотребство. И это на стальном диске. А если диск алюминиевый или титановый? Такие материалы даже гальванически ЧРЕЗВЫЧАЙНО сложны для покрытия и требуют куда более сложной обработки. Из чего вытекает, что качественное хромирование будет по карману далеко не каждому.
Данная
статья является интеллектуальной собственностью ООО «НПП Электрохимия»
Любое копирование без прямой ссылки на сайт www.zctc.ru преследуется по
закону. Текст статьи обработан сервисом Яндекс «Оригинальные тексты»
Хромирование деталей, процесс, виды, составы, хромирование дома
В качестве декоративной отделки отдельных деталей сегодня используется большое количество веществ. Немалое количество из них сделано на основе хрома.
Процесс хромирования
Хромирование представляет собой процесс насыщения поверхностей из металлических материалов хромом. Также данный процесс может означать образование на поверхности отдельных деталей, сделанных из металлов, хромированного осадка, который необходим для декоративной цели. На поверхность металлов хром осаживается под воздействием электрического тока.
Важно: Использование процесса хромирования необходимо не только для того, чтобы сделать поверхность отдельных деталей более привлекательной с эстетической точки зрения, но и для того, чтобы защитить металлы от образования коррозии.
Благодаря хромирования на поверхности образуется тонкий слой защитного вещества, которое делает структуру металла более прочной. Именно поэтому хромированные детали могут прослужить долгие годы. Декоративное хромирование способно продержаться длительное время.
Процесс хромирования деталей
Процесс хромирования является достаточно время затратным Ведь необходимо все делать аккуратно.
Весь процесс можно разделить на несколько этапов, которые заключаются в:
На данном этапе хромирования осуществляется удаление сильный загрязнений с поверхности металлов, что слой хрома лег ровно и аккуратно.
- Тонкой очистке.
Данный шаг предполагает удаление оставшихся следов загрязнений, чтобы они не мешали проведению дальнейших работ.
- Предварительной подготовке.
В зависимости от материала, на который будет наноситься состав хрома, зависит то, какие меры следует предпринимать для того, чтобы подготовить его для проведения дальнейших работ.
- Помещении в ванну с подготовленным раствором.
На данном этапе хромирования металлические изделия помещаются в ванну с подготовленных составом, состоящим из хрома и других вспомогательных элементов. Здесь осуществляется температурное выравнивание.
- Подключении тока.
Этот шаг заключается в том, чтобы подключить к раствору с материалом для хромирования ток определенной силы. Обработка током происходит для образования на поверхности металла слоя хрома определенной толщины.
Во время хромирования выделяется большое количество токсичных веществ, которые могут навредить здоровью человека.
Внимание: Сегодня имеется большое количество стран в мире, в которых данный процесс хромирования находится под тщательным контролем.
Составы для хромирования
Для хромирования используются следующие виды растворов:
- Раствор шестивалентного хрома. Его главным компонентом является хромовый ангидрид.
- Раствор трехвалентного хрома. В него главным образом входит сульфат хрома или хлорид хрома. Такой раствор применяется достаточно редко. Такая ситуация складывается по причине того, что есть некоторые ограничения на толщину покрытия, его оттенок и насыщенность цвета.
Таблица 1. Составы электролитов для хромирования.
| Компоненты | Составы электролита, г/л | ||
|---|---|---|---|
| Разбавленного | Универсального | Концентрированного | |
| хромовый ангидрид | 150 | 250 | 350 |
| серная кислота | 1,5 | 2,5 | 3,5 |
| катодная плотность тока, А/дм2 | 45–100 | 15–60 | 10–30 |
| температура раствора, °С | 55–60 | 45–55 | 35–45 |
Таблица 2. Состав хромирующих смесей для стали.
| Материал | Состав хромирующей смеси (массовая доля, %) | Температура хромирования, °С | Выдержка, ч | Глубина хромированного слоя, мм |
|---|---|---|---|---|
| Среднеуглеродистая легированная теплостойкая. сталь (пружины, лабиринтные уплотнения) | 60 % металлического хрома, 39 % глинозема, 1 % йодистого аммония |
1020–1050 | 8 | Не менее 0,01 |
| Малоуглеродистая легированная сталь (детали узлов парораспределения турбин) | 1020–1080 | 8–10 | Не менее 0,025 | |
| Жаропрочные сплавы (уплотнительные кольца, втулки, клапаны, гайки, шпильки) | 70 % металлического хрома, 29 % глинозема, 1 % йодистого аммония |
1100–1150 | 5–10 | 0,02–0,03 |
Виды хромирования
В современном мире представлено большое количество разновидностей хромирования.
Выделяются следующие виды данного процесса:
- Гальваническое хромирование
Данный способ хромирования представляет собой метод нанесения на поверхность металлов или пластмассовых материалов специального покрытия методом использования электрического тока. Благодаря этому достигает оснащение обрабатываемого материала уникальных свойств. Они заключаются в: утолщении поверхности, устойчивости к образованию ржавчины, в приобретении привлекательного внешнего вида. Во время использования гальванического хромирования используется трехслойное нанесение металлического вещества. Из-за того, что хром вступает в реакцию с другими металлами, он оседает на поверхности и придает ей блеск.
- Химическое хромирование.
При использовании данного метода хромирования не применяется электрический ток. Весь процесс основан на реакции, которая проявляется между реагентами. При этом очень важно перед обработкой отдельных деталей методом покрытия хромированным составом нанести тонкий слой меди. Для этой цели используется смесь из: сернокислой меди, концентрированной серной кислоты, дистиллированной воды. Для хромирования используется следующий состав: фтористый хром, гипофосфат натрия, охлажденная уксусная кислота, раствор едкого натрия, лимоннокислый натрий, дистиллированная вода.
- Хромирование золочение.
Данный вид хромирования подразумевает нанесение на поверхность металлов тонкого слоя золотого металла. Делается это не только для достижения наилучшего декоративного эффекта, но и для защиты материала от появления коррозии. Золочение делает материал более плотным и износостойким.
Хромирование в домашних условиях
В современном мире встречается немалое количество людей, которые осуществляют домашнее хромирование. Благодаря этому можно значительно сэкономить на обработке хромом отдельных металлических или пластмассовых деталей.
Важно: Процесс гальванического хромирования недоступен в нашей стране для домашнего использования. Его использование является уголовно наказуемым.
С теоретической точки зрения можно произвести хромирование дома, но для этого придется приложиться большое количество усилий. Для этой цели необходимо приобрести большое количество ванн и растворов для проведения процесса. На это уйдет масса времени и средств. Не рекомендуется проводить процедуру хромирования в домашних условиях путем обработки растворов и материалов электрическим током, потому что при этом выделяются токсины, способные нанести вред окружающей среде.
В домашних условиях можно воспользоваться химическим видом хромирования. При этом очень важно изготовить раствор меди хрома. Только после этого можно приступать к обработке металлических и неметаллических изделий.
Во время проведения процедуры хромирования необходимо позаботиться о технике безопасности, как и в промышленных условиях.
Хромирование в домашних условиях видео
Хромирование деталей — декоративное покрытие хромом: технология
Под термином «хромирование» может пониматься как диффузионное насыщение поверхности обрабатываемого изделия слоем хрома, так и нанесение хрома по гальванической технологии. Существует также более общий термин – «металлизация». Под ним подразумевается нанесение на обрабатываемую поверхность слоя металла, в роли которого может выступать в том числе и хром.
Истинные фанаты хромирования не прочь покрыть хромом все, что только можно
Среди гальванических методов нанесения металла покрытие хромом является наиболее популярным. Именно поэтому термин «металлизация» часто используется в качестве синонима слова «хромирование».
Для чего нужен хромовый слой
Нанесение слоя хрома может выполняться для улучшения декоративных характеристик изделия из металла (декоративное хромирование), а также для защиты металлической детали от коррозии и придания ее поверхности большей твердости. Таким образом, за счет хромирования можно не только улучшить механические и декоративные характеристики изделия, но и значительно продлить срок его эксплуатации.
Множество разнообразных хромированных изделий можно встретить как в быту, так и в разных отраслях промышленности. Использование изделий из металла, на поверхность которых нанесен слой хрома, актуально в тех случаях, когда они будут эксплуатироваться в условиях постоянного воздействия агрессивных сред и интенсивного трения.
Восстановление хромированного покрытия возвращает былой внешний вид и продлевает срок службы конструкции
В бытовых условиях наиболее активно используются следующие изделия с хромированным покрытием:
- мебельная фурнитура;
- элементы для оформления домашних и офисных интерьеров;
- автомобильные диски и детали транспортного средства;
- сувенирная продукция;
- сантехническое оборудование.
Хромированный бензобак
В промышленности технология хромирования применяется в следующих целях:
- при производстве изделий по порошковой технологии;
- при изготовлении пресс-форм, используемых для изготовления изделий из резины и полимерных материалов;
- при производстве отражателей различного назначения;
- для повышения твердости поверхностного слоя и износостойкости режущего, а также специального измерительного инструмента;
- для придания исключительных декоративных характеристик кузовным и другим деталям транспортных средств;
- для обработки деталей, эксплуатируемых в условиях постоянного трения и негативного воздействия внешней среды (элементы парового оборудования и теплосетей, детали автомобильных двигателей и морских судов).
Промышленная гальваническая линия, предназначенная для нанесения твердого хрома на изделия из сталей и цветных металлов
Хромированные детали отличаются следующими характеристиками:
- высокой устойчивостью к коррозии;
- микротвердостью, показатели которой достигают значений 950–1100 единиц по шкале HV;
- высокой пористостью покрытия, его износо- и жаростойкостью;
- низким коэффициентом трения сформированного покрытия;
- большим разбросом толщины хромового слоя (5–300 мкм и даже более).
Перечисленные характеристики, которых можно добиваться с помощью хромирования стали и других металлов, делает такую технологию настолько популярной. Перечислять все сферы, где активно используется процесс хромирования, можно достаточно долго.
Разновидности металлизации по способу взаимодействия металлизируемой поверхности с наносимым металлом (нажмите для увеличения)
Основные методы
На сегодняшний день выделяют следующие виды хромирования, каждый из которых отличается своими преимуществами и недостатками:
- хромирование, выполняемое по гальванической технологии;
- диффузионное хромирование, проводимое в герметичной емкости при высокой температуре;
- вакуумное хромирование, требующее использования специальной камеры, в которой создается вакуум;
- каталитическое хромирование, предполагающее, что на поверхность обрабатываемого изделия наносятся специальные жидкости без кислот;
- химическое хромирование изделий из стали и других металлов, которое по технологии выполнения напоминает обычную покраску;
- хромирование по гальванической технологии.
Гальваническое хромирование
Покрытия, получаемые в результате гальванического хромирования, могут быть нескольких типов.
«Твердый хром»Нанесение покрытий данного типа осуществляется при использовании тока, отличающегося высокой плотностью (более 100 А/дм2). Температура электролитического раствора не должна превышать значения 40°. Слой хрома, нанесенный по данной технологии, делает поверхность изделия более твердой, но в то же время и более хрупкой.
«Блестящий хром»Покрытия данного типа наносятся с использованием тока, плотность которого находится в интервале 30–100 А/дм2 и в растворе с температурой в пределах 45–60°. Поверхностный слой металла, на который хромовое покрытие нанесено по данной технологии, приобретает исключительно высокую твердость и износостойкость, а также зеркальный блеск.
«Молочный хром»Для получения хромированных покрытий данного типа используется ток минимальной плотности (до 25 А/дм2). Данный метод хромирования деталей не позволяет получать на них покрытия высокой твердости. Слой хрома, наносимый на поверхность изделия в таких случаях, напоминает очень эластичную массу, в структуре которой практически отсутствуют поры.
Для выполнения такого хромирования необходим трех- или шестивалентный хром. При хромировании металла с применением трехвалентного хрома в качестве основного компонента электролитического раствора используется хромовый ангидрид. При применении шестивалентного хрома в роли такого элемента выступает хлорид или сульфат хрома.
Составы электролитов для хромирования
Растворы, выполненные на основе шестивалентного хрома, содержат в своем составе следующие компоненты:
- серную кислоту – 2,25–3 г/л;
- хромовый ангидрид – 225–300 г/л;
- свинец, который обычно входит в состав анода в сочетании с сурьмой или оловом, – 4–6%.
Большое значение для качества наносимого хромированного покрытия имеет пропорция серной кислоты и хромового ангидрида в используемом электролитическом растворе. Как правило, такое соотношение стараются выдерживать в пределах 1:100. Если оно будет меньше, то поверхность хромируемой детали не будет отличаться высоким качеством, на ней могут возникать отслоения, матовость и различные пятна. Например, если для хромирования используется электролитический раствор, в котором серная кислота и хромовый ангидрид содержатся в соотношении 1:50, то хромовое покрытие не получит достаточно высокой кроющей и рассеивающей способности.
Режимы хромирования и материалы для анодов
Важными параметрами при нанесении хромированного покрытия также являются плотность электрического тока (не выше 310 кА/дм2) и температура электролитического раствора (45–60°). Если увеличить плотность тока, то на угловых и торцевых элементах хромируемой детали могут формироваться дендриты, которые значительно ухудшают декоративные характеристики изделия.
Кроме свинцовых анодов, химический состав которых дополнен сурьмой (не более 6%), для выполнения хромирования сегодня используются аноды из титана, покрытого платиновым слоем. При проведении хромирования желательно не применять растворимые аноды: для изготовления таких элементов лучше использовать листы или стержни из металла, сечение которых составляет порядка 1,5 см.
Для погружения изделий в ванну используются специальные контактные приспособления
Аноды для хромирования, изготовленные из свинца, необходимо регулярно чистить при помощи металлической щетки, так как на их поверхности постоянно образуется хромовокислый налет. В том случае, если для нанесения хрома используются титановые аноды, покрытые слоем платины, такую чистку выполнять не потребуется. Если аноды, при помощи которых осуществляется хромирование изделий из стали и других металлов, не применяются в течение нескольких дней, их необходимо извлечь из электролитического раствора и держать все это время в воде.
Как подготовить изделие
Технология декоративного хромирования (как и нанесение слоя хрома в защитных целях) предусматривает тщательную подготовку изделия. Такая подготовка заключается в выполнении таких процедур, как:
- шлифовка обрабатываемой поверхности, а также ее тщательная полировка;
- промывка изделия и протирание его мягкой тканью;
- изолирование тех участков поверхности, где хромировка не требуется;
- обезжиривание хромируемой детали;
- декапирование изделия, которое позволяет улучшить адгезию наносимого хромового слоя с основным металлом;
- размещение изделия в электролитическом растворе при помощи специального кронштейна.
Шлифовка изделия перед хромированием
В отдельных случаях технология декоративного хромирования предусматривает предварительное травление обрабатываемой поверхности и нанесение на нее слоя другого металла (меди или никеля), что способствует увеличению прочности хромового покрытия.
Как проводят процедуру хромирования
Сама технология декоративного хромирования заключается в следующем.
- Изделие после предварительной подготовки помещается в емкость с электролитическим раствором, в которой уже находится анод.
- Раствор, в который погружают изделие, должен быть предварительно нагрет до требуемой рабочей температуры. Следует иметь виду, что рабочая температура электролитического раствора должна поддерживаться на протяжении всего процесса хромирования. Это необходимо для того, чтобы обеспечить хорошую адгезию наносимого слоя, а также его однородность по структуре и толщине.
- В зависимости от того, какой толщины должен быть хромированный слой, определяют время нахождения изделия в электролитическом растворе.
Рекомендуемые режимы сушки хромированных изделий
Технология декоративного хромирования предусматривает также выполнение термообработки детали (этот этап нужен для того, чтобы хромовое покрытие было более твердым и прочным). Изделие, на поверхность которого уже нанесен слой хрома, выдерживают в течение нескольких часов в нагревательной печи при температуре порядка 200°.
На видео ниже подробно показан процесс гальванического хромирования с комментариями в виде субтитров.
Химический способ
В настоящее время активно применяется технология декоративного хромирования, не предполагающая использования электролитического раствора. Таким способом, суть которого заключается в том, что хром из рабочего раствора осаждается на поверхности обрабатываемого изделия, выполняется хромирование алюминия и других металлов, а также деталей из полимерных материалов.
Рабочий раствор, используемый для выполнения такого хромирования, готовится на основе хромосодержащего реагента, дистиллированной воды и гипофосфита натрия. В процессе хромирования, которому подвергается алюминиевый или любой другой сплав, гипофосфит натрия восстанавливает хром из его солей, и металл оседает тонким слоем на поверхности обрабатываемого изделия. За счет того, что в используемых для выполнения такого хромирования химических реагентах содержится фосфор, готовый хромовый слой, частично насыщаемый данным элементом, отличается достаточно высокой прочностью.
Составы растворов для химического хромирования
Химический способ нанесения хромового покрытия отличается не только простотой реализации, но и большей экологической безопасностью, если сравнивать его с другими технологиями хромирования. Такой способ, при помощи которого можно хромировать алюминий, сталь и даже полимерные материалы, используют даже в домашних условиях.
Выполняя хромирование деталей автомобиля или других изделий по химической технологии, следует иметь в виду, что готовое покрытие получается матовым и отличается непривлекательным сероватым оттенком. Чтобы придать такому покрытию характерный хромовый блеск, необходимо провести финишную полировку.
При помощи технологии хромирования изделиям из различных металлов и полимерных материалов можно придавать не только защитные свойства, но и исключительные декоративные характеристики. Например, возможно нанесение на различные детали черного хрома, покрытие из которого делает их внешний вид эффектным и презентабельным.
Оценка статьи:
Загрузка…Поделиться с друзьями: