Как выглядит производство тормозных колодок
Многие не задумываются о том, какое значение в безопасности движения имеют тормозные колодки. Зачастую при ТО мы пытаемся сэкономить, и вместо рекомендованного производителем «оригинала» выбираем неоригинальные колодки известных марок – поставщиков для разных конвейеров, либо что-нибудь еще попроще.
Действительно, зачем переплачивать, особенно, если вы ездите аккуратно? А если что-то случится, например, экстренное торможение, окончившееся в бампере впереди идущего авто, то винить вы, скорее всего, будете не колодки, а самого себя. Даже если причина, на самом деле, в плохих колодках.
Вместе с тем, даже покупка колодок с известным брендом на этикетке не гарантирует высоких и стабильных характеристик. Процент подделок на этом рынке очень высок, и купить «левак» можно на любой популярной интернет-площадке и в практически любом магазине автозапчастей.
Впрочем, о подделках мы поговорим в другой раз, а сегодня я предлагаю перенестись на производство и посмотреть, как в России делают тормозные колодки.
О производстве тормозных колодок
История этого производства началась в 2011 году, когда один из европейских «автокомпонентных» брендов решил открыть в России завод по производству тормозных колодок для поставки на конвейеры автозаводов, выпускающих автомобили иностранных марок. Таким образом, производители могли бы увеличить процент локализации своих автомобилей в том числе за счет колодок.
Производство было спроектировано европейскими специалистами. Был осуществлен подбор оборудования, разработана оптимальная рецептура фрикционных смесей.
Продукция перемещается по технологической цепочке на тележках как в супермаркете. В условиях небольшого производства это оказалось очень удобно. Такое вот ноу-хау!
Кризис внес свои коррективы – долгожданных заказов от автозаводов не последовало, и вскоре доля иностранцев в бизнесе была выкуплена российскими партнерами.
Теперь пройдемся по технологической цепочке.
Каркас колодки
Тормозная колодка состоит из металлического каркаса и приформованной к ней фрикционной части. Соответственно, первый этап – это изготовление каркаса.
Процесс вырубки и механической обработки каркасов
Большую часть из используемых каркасов делают тут же, на заводе. При помощью вырубных штампов, механических и гидравлических прессов из листового металлопроката производства НЛМК формируется сам каркас, а также соответствующие элементы к нему — пазы для крепления аксессуаров, отверстия для электрических датчиков и так далее.
От листа металла — до заготовки каркаса
Часть каркасов закупается на стороне – в основном, это каркасы для отечественных автомобилей, которые широко распространены, что позволяет сэкономить на штампах, которые, к слову, на заводе изготавливают самостоятельно, используя в том числе электроэрозионные и фрезерные станки с ЧПУ.
Изготовление оснастки и пресс-формы
Часть «сторонних» каркасов выполнена методом лазерной резки.
Фрикционная смесь
Основная задача для производителя колодок для массовых автомобилей – это сохранение стабильности коэффициента трения, независимо от степени нагрева колодок.
Оптимальным показателем КТ является диапазон от 0.35 до 0.45. Многие производители, в том числе, KOTL, маркируют свои колодки по системе SAE двухбуквенным индексом. Например, FF означает что указанный выше диапазон коэффициента трения сохраняется и при холодной колодке, и на средней нагретости, и на горячей. Некоторые компании проводят испытания самостоятельно, в данном случае, испытания по температурным диапазонам проводятся в НАМИ в рамках сертификации продукции.
Применяемые фрикционные смеси относятся к классу низкометаллических. Состав смеси, соотношение компонентов, и, самое главное, режим прессования – все это напрямую влияет на характеристики, поэтому именно здесь и скрыта важная часть ноу-хау компании.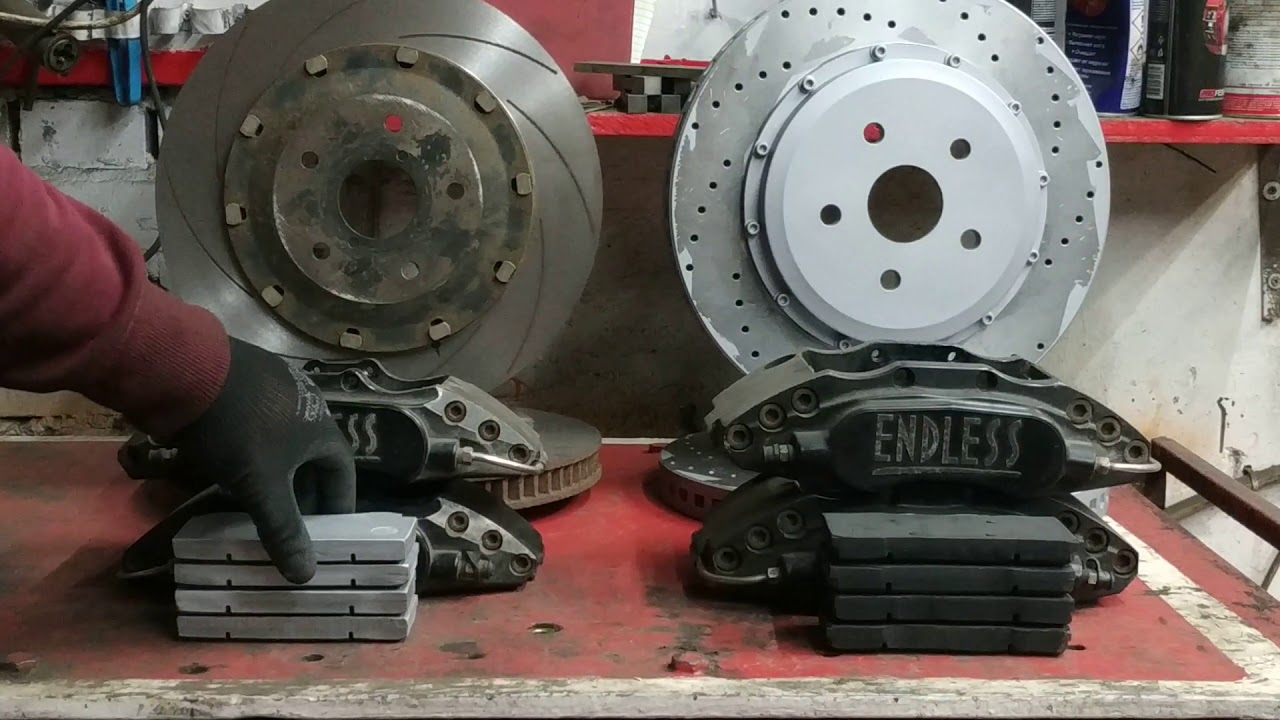
Фрикционная смесь – это микс из модификаторов трения, структуро-образующих веществ и наполнителей. Когда-то в качестве матрице-образующего материала широко применялся асбест, обладающий очень хорошими характеристиками стабильности и теплоотвода, но позже он был признан канцерогеном, и его использование во фрикционной промышленности было прекращено.
Вместо асбеста сегодня для создания матрицы используются различные синтетические волокна – арамидные, полиакрилатнитридные. Технологи KOTL для своих смесей выбрали более дорогой, но оптимальный с точки зрения свойств материал – оригинальный кевлар, производимый американской компанией Dupont. На вопрос, почему кевлар – не российского производства, руководители пожимают плечами, мол, весь российский кевлар идет на производство бронежилетов, и все, что доступно на рынке – измельченный «вторичный» кевлар, получаемый из содержимого списанных бронежилетов. По свойствам такой материал серьезно уступает «первичному» кевлару, зато дает право производителю гордо написать «кевлар» в рекламе.
Кевлар, металлошерсть, пыль трения и готовая фрикционная смесь
Кевлар организует структурную матрицу. В качестве наполнителей используются различные бариты и мелы. В состав смеси также входят модификаторы трения. Например, медный порошок предназначен для лучшего теплоотвода и стабилизации трения. Еще один важный компонент – так называемая пыль трения, представляющая собой измельчённую скорлупу орехов кешью. Этот продукт используется фрикционщиками испокон веков, производят пыль трения в Индии.
Также в состав смеси входит металлошерсть — рубленое металлическое волокно. В России данный продукт в хорошем качестве не производится, и его поставляют из Китая (где его делают из российской проволоки). Крупнейшее европейское производство металлошерсти расположено в Боснии.
Кроме кевлара, металлошерсти и пыли трения, все остальные компоненты фрикционной смеси (графит, сера, силикат циркония, барит и т.д.) производятся в России.
Формирование смеси происходит в специальном миксере
Компоненты смеси смешиваются в определенной пропорции (согласно технологической карте) в специальном миксере по особой программе.
Прессование
Этот этап начинается с предпроизводственной подготовки ранее изготовленных каркасов. Они подвергаются машинной дробеструйной очистке – удаляются окалины, окислы и заусенцы.
Дробеструйная установка
Формируется поверхность для максимальной адгезивности.
Каркасы до и после дробеструйной обработки
Далее на каркас наносится термостабилизационный клей (российского производства). Подготовленные таким образом каркасы поступают на участок прессования, где смесь соединяется с каркасом.
Смесь засыпается в изготовленные в слесарном цеху специальные пресс-формы (уникальные для каждой модели колодок), после чего сверху устанавливается каркас и пресс начинает свою работу.
Горячее формование
Прессование выполняется «горячим» методом, для того чтобы уже на первом этапе сформировалась структура смеси, вышли первоначальные газы, обусловленные присутствием в составе фенольной смолы. В процессе происходит несколько «подпрессовок», несколько «прогазовок». При помощи пирометров контролируется температура. Также под контролем находится высота, чтобы не было недо- или перепрессовок. Управляемая компьютером программа прессования, соответствующая конкретной технологической карте – еще одно ноу-хау компании.
В процессе происходит несколько «подпрессовок», несколько «прогазовок». При помощи пирометров контролируется температура. Также под контролем находится высота, чтобы не было недо- или перепрессовок. Управляемая компьютером программа прессования, соответствующая конкретной технологической карте – еще одно ноу-хау компании.
После прессования колодки попадают на участок термостабилизации.
Термостабилизация
Программа термостабилизации – это чередование режимов нагрева и остывания. Процесс происходит в специальной печи и занимает от 8 до 12 часов, в зависимости от типа колодки и ее назначения. Например, колодки для коммерческого транспорта «прожигаются» дольше, и при более высокой температуре. Печь работает в автоматическом режиме по технологической карте.
Печь для термостабилизации
Необходимая температура выдерживается при помощи термодатчиков, расположенных в четырех рабочих зонах. В случае выхода показателей за пределы нормы, печь автоматически отключается, отправляя соответствующий сигнал в управляющую систему. Все параметры и логи процессов сохраняются в облачной системе, к которой инженеры и руководители производства имеют удаленный доступ.
Все параметры и логи процессов сохраняются в облачной системе, к которой инженеры и руководители производства имеют удаленный доступ.
В процессе термостабилизации происходит окончательное спекание смол и формирование структуры колодки. После этого колодки будут практически готовы к использованию – для их приработки будет достаточно 20-30 обычных торможений.
Производственники особенно подчеркивают, что высокие характеристики достигаются без использования так называемого «скорчинга» — «ударного» нагрева контактной части колодки до 650-700 градусов Цельсия. С точки зрения тверских инженеров, этот «стрессовый» процесс не идет на пользу материалу колодок, в отличие от другой, также используемой на производстве, технологии – аналога разработки COTEC от TRW.
Специальное покрытие, нанесенное на рабочую поверхность, позволяет добиться максимального коэффициента трения с первого нажатия педали тормоза. Из-за высокой стоимости данное покрытие применяется только на «премиальных» колодках (отличить их легко по цветному покрытию рабочей поверхности колодки)..jpg?1588484513365)
Колодки со специальным покрытием не требуют приработки и эффективны с первого нажатия на педаль.
Но не будем отходить от темы, ведь нас ждет следующий этап жизненного цикла тормозной колодки – механическая обработка.
Механическая обработка
На данном этапе происходит окончательное формирование размера колодки по ее габариту, рекомендованному производителем тормозной системы либо автомобиля, придание ей необходимого внешнего вида, формирование пропилов (для отвода «мусора») или скосов (для лучшей притирки и снижения шумовой нагрузки).
После этого колодки направляются на покраску.
Покраска
На данном этапе на колодки наносится антикоррозионное покрытие методом порошкового напыления полимерной краски в туннельной печи конвейерного типа.
Процесс практически полностью автоматизирован, благодаря чему достигается высокое качество покраски. Процесс прохождения конвейера занимает около 45 минут. После этого мы получаем практически готовый продукт – осталось установить аксессуары и нанести маркировку.
На каждом этапе осуществляется визуальный контроль качества.
Комплектация
На финальном этапе происходит маркировка колодок и установка аксессуаров – датчиков износа (механических или электрических), пружинки, противошумные пластины. Поставщиком аксессуаров выступает итальянская компания Daico – китайские комплектующие имеют нестабильное качество, а в России производятся лишь самые простые виды «навески».
Примечательно, что маркировка на колодке позволяет проследить весь ее путь по производству – не только конкретную технологическую карту, но и логи производимых процессов по данной партии.
Колодки закатываются в термовакуумную пленку, после чего упаковываются в коробки. Коробки отправляются на склад, а оттуда – к потребителям, но лишь после того, как образцы партии пройдут тестирование.
Тестирование
Образцы каждой партии колодок направляются в собственную технологическую лабораторию на тестирование по ряду показателей.
Проводятся тесты колодок на отрыв, сжимаемость, изменение толщины в зависимости от температуры, коэффициент трения при различной температуре. Лишь после успешного прохождения всех тестов партия колодок готова к отгрузке.
Источник
Процедура изготовления тормозных колодок
Содержание:- Историческая справка
- Виды тормозных колодок
- Технологическая цепочка изготовления
- По поводу барабанов и дисков
Тормозные колодки считаются одним из главнейших компонентов тормозной системы автомобиля, так как во многом они отвечают за ее эффективность. Между тем мы довольно часто стремимся к экономии, приобретая для ТО вместо оригинальных деталей либо контрафакт, либо вовсе фальсификат. Не вдаваясь в разницу между этими терминами, можно сказать лишь одно: даже при аккуратной езде многие водители рискуют жизнями – своей и пассажиров. А что будет, если потребуется экстренное торможение, от которого ввиду огромного количества машин с неопытными или неадекватными людьми никто не застрахован? Ответ ясен, и винить в таких случаях нужно только себя.
А что будет, если потребуется экстренное торможение, от которого ввиду огромного количества машин с неопытными или неадекватными людьми никто не застрахован? Ответ ясен, и винить в таких случаях нужно только себя.
И напротив, брендовые диски или барабаны – это стабильные характеристики, которые гарантируют не только минимальный тормозной путь, но и сохранность этих компонентов на протяжении долгих лет. Чтобы убедиться в правоте этих слов, достаточно более-менее подробно узнать, как делают тормозные колодки на конвейерах мировых лидеров автопрома. Впрочем, начать полное изучение этого вопроса следует с истории развития данных элементов тормозной системы.
Историческая справка
Изначально тормозные колодки изготавливались из дерева, причем с дисками и барабанами они контактировали с помощью системы рычагов. Такая архаичная по нынешним меркам конструкция практиковалась еще на конных повозках, а в автомобилестроении она нашла применение по той простой причине, что машины в то время не отличались большой мощностью моторов. Вдобавок «самоходные кареты» той поры были легкими, что также не требовало хороших тормозов.
Вдобавок «самоходные кареты» той поры были легкими, что также не требовало хороших тормозов.
Поскольку прогресс не стоял на месте, со временем автомобили стали оснащаться «многолошадными» двигателями. Соответственно, модернизации подвергалась и тормозная система, частью которой являлись «остановочные башмаки». Причем предпочтение конструкторы отдавали барабанам, а не более продуктивным дискам. И только в конце ХХ века дисковая система взяла верх, поэтому к тормозным колодкам стали предъявлять еще более повышенные требования.
Виды тормозных колодок
Из какого материала делают тормозные колодки, зависит от вида этих деталей, хотя по своей конструкции они практически не отличаются. В первом случае для скрепления фрикционных элементов некоторые производители по-прежнему добавляют в спецсоставы асбест, хотя тот при нагреве уже давным-давно признан вредным для человека. Именно по этой причине данный тип колодок менять следует в очках и респираторе. Почему до сих пор используется этот канцероген? Как всегда, из-за экономии – себестоимость производства снижается в разы.
Во втором типе деталей в основном применяется мягкая металлическая стружка, которая значительно дороже. Однако использование безопасных материалов – лишь одно из преимуществ более современной технологии. Ведь такие фрикционные элементы менее подвержены износу и практически не снижают своих тормозных свойств при высоких температурах. Вдобавок они способствуют снижению шума во время выполнения своей функции. Отличить один вид колодок от другого можно по маркировке на коробке: там указано, для каких условий предназначено изделие и из чего изготовлено.
Технологическая цепочка изготовления
Колодка при всей ее важности по конструкции весьма несложна: есть лишь металлический каркас, прикрепленная к ней фрикционная часть и некоторые второстепенные компоненты.
Каркас. Разумеется, вначале на заводе изготавливается основа детали – для этого применяется процесс рубки листового металлопроката на гидравлических или механических прессах. Далее формируются отверстия для датчиков, спецпазы, на которые можно «навешать» аксессуары и пр. Иногда в производстве задействован метод лазерной резки, однако преимущественно он применяется на зарубежных предприятиях.
Иногда в производстве задействован метод лазерной резки, однако преимущественно он применяется на зарубежных предприятиях.
Фрикционная смесь. Ее главная задача при производстве «гражданских» автомобилей состоит в стабильности коэффициента трения. То есть, этот показатель должен не меняться даже при сильном нагреве этого элемента тормозной системы. Многие производители маркируют свою продукцию специальным кодом: так, индекс FF на упаковке означает, что коэффициент трения – а он должен быть в определенном диапазоне – сохраняется не только на холодной и средненагретой колодке, но и горячей. Чтобы проверить, соответствуют ли заявленные потребительские свойства действительности, на заводах проводят процедуру тестирования. В отдельных случаях контроль осуществляют сторонние организации научного типа.
Состав фрикционной смеси напрямую влияет на стабильность и теплоотвод колодок, поэтому процентное соотношение в ней разных компонентов считается коммерческой тайной. Однако никто не скрывает, что в микс сегодня входят наполнители (бариты и мелы), синтетические и рубленые металлические волокна, модификаторы трения и пр.
Однако никто не скрывает, что в микс сегодня входят наполнители (бариты и мелы), синтетические и рубленые металлические волокна, модификаторы трения и пр.
Из чего делают тормозные колодки для авто, во многом зависит от самого производителя. Если он согласен на дополнительные затраты, то в смесь добавляется дорогой кевлар. Правда, кевлар кевлару рознь: если на некоторых российских заводах массово применяется «первичный», а потому дорогой материал, то на других предприятиях в ход идет «вторичный», который является продуктом переработки списанных бронежилетов. Однако и в первом, и во втором случае на упаковке можно гордо написать «кевлар» – такой рекламный ход позволяет существенно повысить цену на конечный продукт.
Наконец, еще одним очень важным компонентом фрикционной смеси считается так называемая пыль трения. Частично данную функцию выполняют металлические волокна, однако уже давным-давно доказано, что измельченная скорлупа орехов кешью в не меньшей степени способствует эффективному торможению. И когда все компоненты смеси собраны, они загружаются в миксер и смешиваются, чтобы после процесса отстаивания попасть на участок прессования.
И когда все компоненты смеси собраны, они загружаются в миксер и смешиваются, чтобы после процесса отстаивания попасть на участок прессования.
Процесс прессования по степени своей важности не уступает этапу создания фрикционного состава. Однако начинается он с предпроизводственной подготовки каркасов колодок, с которых методом дробеструйной очистки удаляются заусенцы и окалины. Затем на основу детали наносится термостойкий клей, и только потом начинается непосредственно формирование тормозной накладки.
Фрикционная смесь засыпается в пресс-формы, сверху располагается каркас колодки, и пресс приступает к работе. Процедура прессования может быть «горячей» или «холодной». Второй вариант более продуктивен и менее затратен, однако в технологию включается дополнительное звено – запекание в печи при температуре до 280°. В ходе этого процесса может возникнуть обильное газообразование и коробление накладок из-за наличия фенольной смолы, чего при «горячем» прессовании не происходит.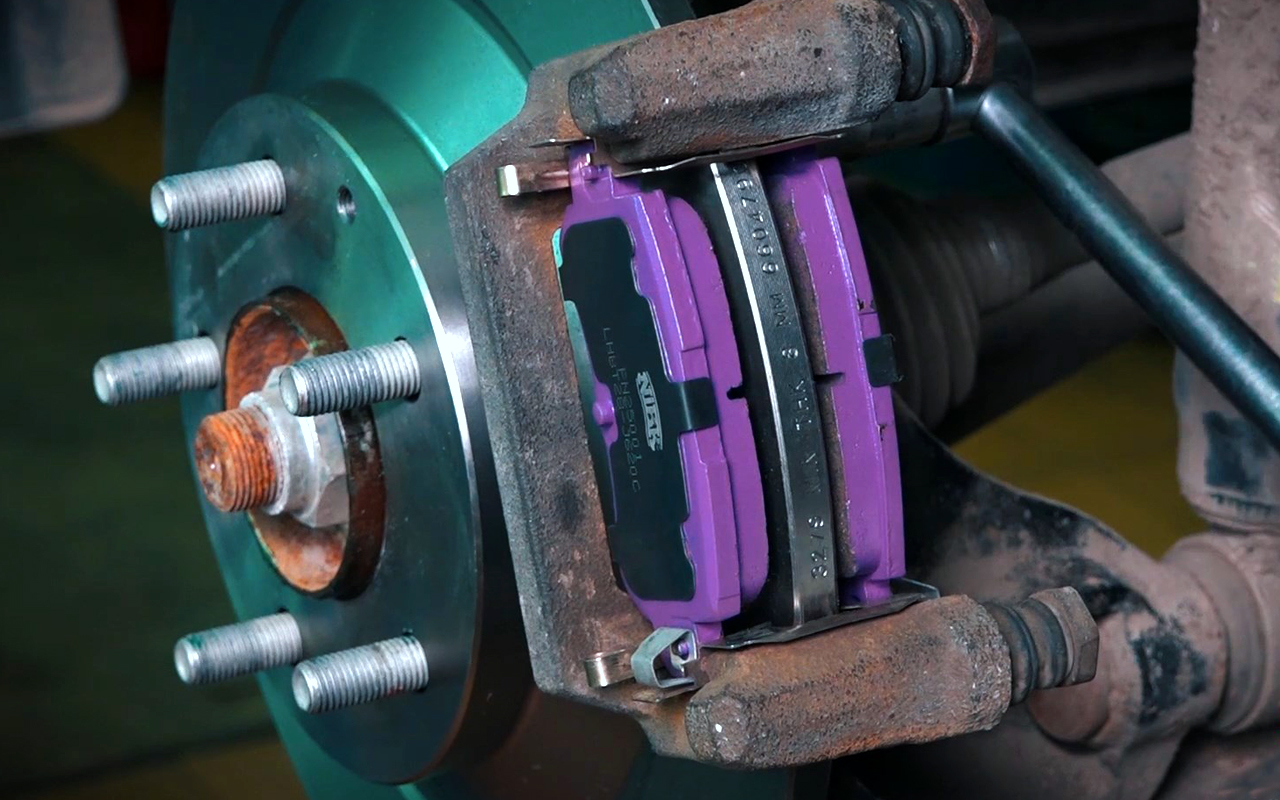
С другой стороны, «горячий» метод требует четкого контроля температуры и нескольких «подпрессовок». Кроме того, технология предполагает использование дорогого оборудования и разработку оптимальной компьютерной программы, которая зачастую является ноу-хау компании-производителя. Однако в любом случае на выходе фрикционщики получают изделие очень высокого качества, которое не обходится без процедуры термостабилизации.
Термостабилизация. Она проводится по специальной программе в автоматическом режиме и включает в себя множество циклов нагревания и остывания колодки в печи. В зависимости от требуемых свойств детали на это требуется 8-12 ч. Например, как делают тормозные колодки для коммерческого транспорта? Нужна повышенная температура, о которой сигнализируют датчики, и больше времени для термостабилизации. Если какой-то из параметров не выдерживается, печь без вмешательства человека отключается и отправляет информацию об этом в управляющую систему. И только после процедуры наладки оборудования и внесения корректив в программу процесс запускается вновь.
Зачем вообще нужен этап термостабилизации? Чтобы произошло окончательное спекание смол и сформировалась рабочая часть колодки. Только после этого они могут считаться почти готовыми к использованию. Как показывает практика, для приработки этих деталей достаточно всего лишь 20-30 циклов торможений в стандартном режиме езды. Никто из специалистов не скрывает, что покрытие, создаваемое по вышеописанной технологии, получается очень дорогим. Именно поэтому его можно встретить только на «премиальных» деталях, у которых накладки имеют цветное покрытие. Более дешевый и распространенный вариант заключается в «ударном» нагреве контактного сегмента колодки до очень высоких температур. Так называемый «скорчинг» куда более дешев, однако он явно не идет на пользу фрикционному материалу. Соответственно, заменять этот элемент тормозной системы приходится почти в 2 раза чаще. Хотя это не отменяет того факта, что вместо одного «премиального» комплекта можно купить два по одной и той же цене, и при своевременном проведении ТО ездить с высокой степенью безопасности.
Механическая обработка. Данный этап не требует задействования дорогого оборудования и эксклюзивного программного обеспечения. Он заключается в формировании размера колодки в соответствии с рекомендации автопроизводителей, создании скосов для снижения шумовой нагрузки. Кроме того, на механическом участке делаются пропилы, которые нужны для отвода истершегося фрикционного материала.
Покрасочные работы. Нанесение антикоррозионного покрытия проходит почти автоматически в печах конвейерного типа. Используемый материал – полимерная краска, метод – порошковое напыление. Этот этап занимает порядка 40-45 минут, после которых изделие может считаться почти готовым – осталось лишь смонтировать аксессуары и промаркировать колодки на участке комплектации.
Комплектация – это установка пружин, противошумных пластин, датчиков износа, маркировка готовой продукции. В финале тормозные колодки запечатываются в вакуумную пленку и упаковываются в коробки для отправки на склад готовой продукции. Однако в автомагазины эти детали попадут лишь после процедуры тестирования – она обязательна для каждой отдельно взятой партии изделий.
Однако в автомагазины эти детали попадут лишь после процедуры тестирования – она обязательна для каждой отдельно взятой партии изделий.
Тестирование. Обычно современные производители автозапчастей стремятся иметь в составе производства собственную технологическую лабораторию, где конечная продукция подвергается строгим испытаниям. Тесты проводятся самые разнообразные: проверяется коэффициент трения, температурные изменения толщины накладок, их сжимаемость, прочность на отрыв от каркаса и т. д. И только после успешно проведенных испытаний партия данных деталей может считаться готовой к отгрузке потребителю.
По поводу барабанов и дисков
С тем, как делают тормозные колодки, мы более-менее разобрались. Как и с тем, что они входят в конструкцию любой тормозной системы. Однако очень часто приходится слышать вполне закономерный вопрос: почему барабанный тип тормозов всегда устанавливается сзади, а дисковый – спереди?
Ответ лежит практически на поверхности. Все дело в массе автомобиля, которая при торможении смещается на переднюю часть. Если бы на ней стояли барабаны, то передок бы «клевал» с наклоном вперед и вниз, в то время как задняя часть машины, наоборот, поднималась бы. При такой ситуации риск опрокидывания автомобиля вырастает в разы… Именно поэтому основную тяжесть торможения должны принимать дисковые тормоза – они более эффективны, надежны, и быстрее реагируют на нажатие педали.
Все дело в массе автомобиля, которая при торможении смещается на переднюю часть. Если бы на ней стояли барабаны, то передок бы «клевал» с наклоном вперед и вниз, в то время как задняя часть машины, наоборот, поднималась бы. При такой ситуации риск опрокидывания автомобиля вырастает в разы… Именно поэтому основную тяжесть торможения должны принимать дисковые тормоза – они более эффективны, надежны, и быстрее реагируют на нажатие педали.
Выбрать инструктора:
- Автоинструктор Михаил
- Автоинструктор Марина
- Автоинструктор Яков
- Автоинструктор Светлана
- Автоинструктор Оксана
- Автоинструктор Виктор
- Автоинструктор Светлана
- Автоинструктор Алексей
- Автоинструктор Дмитрий
- Автоинструктор Майя
Отзывы:
Все отзывы
Шаг за шагом: как изготавливается тормозная колодка
Даже при отсутствии движущихся частей обычная сменная тормозная колодка является одним из самых сложных компонентов автомобиля для разработки и производства. От первоначального дизайна до окончательной упаковки, вот что нужно для изготовления тормозной колодки.
От первоначального дизайна до окончательной упаковки, вот что нужно для изготовления тормозной колодки.
1. Рождение тормозной колодки начинается здесь, в лаборатории. В некоторых случаях производитель рассматривает исходный состав как отправную точку для разработки. Кроме того, на этом этапе они рассмотрят конструкцию опорной пластины.
2. Тормозной стенд является важным компонентом процесса разработки. Прежде чем приложение попадет в каталог, оно проведет много часов на динамометрическом стенде, чтобы проверить его работу.
3. В процессе разработки инженеры изучают большое количество сырья от нескольких поставщиков. Каждый компонент и его количество в рецептуре могут влиять на характеристики прокладки. Инженер, разрабатывающий смесь, будет искать правильный баланс характеристик износа, шума и эффективности торможения. Они будут принимать решения на основе таких факторов, как производительность, технологичность и стоимость.

4. На последних этапах разработки инженеры приступят к настройке фрикционного материала и конструкции колодок для достижения наилучших характеристик NVH на динамометрическом стенде. Это может включать добавление фасок и прорезей.
5. Одним из первых этапов изготовления является штамповка подложки. Используются большие рулоны стали, и до 50% стального рулона превращается в лом, который перерабатывается. Сталь смазывают маслом и травят для предотвращения коррозии.
6. Когда пластина отштампована, может потребоваться несколько процессов, чтобы убедиться, что размеры правильные.
7. Специальные элементы, такие как штифты, фиксаторы фрикционного материала и другое оборудование, обрабатываются после штамповки пластины. Кроме того, поверхности, соприкасающиеся со скобой суппорта, имеют окончательные размеры, чтобы обеспечить правильную посадку установленной колодки.
8. Опорная пластина подвергается пескоструйной очистке и промывке для удаления любых заусенцев, дефектов и масла, образовавшегося в процессе штамповки.
 Если какое-либо масло останется на пластине, это вызовет проблемы при склеивании фрикционного материала.
Если какое-либо масло останется на пластине, это вызовет проблемы при склеивании фрикционного материала.9. Опорная пластина выходит из абразивно-струйной обработки и промывки с поверхностью, загрунтованной для клея. Струйная обработка среды также помогает увеличить площадь поверхности для клея.
10. На большинстве прокладок клейкий клей распыляется на опорные пластины. Этот клей помогает прикрепить фрикционный материал к пластине, но если накладка использует метод механического крепления, этот шаг может не понадобиться.
11. Это станция, где компоненты фрикционного материала отмеряются и смешиваются. Оператор измеряет точное количество компонентов на весах.
12. Затем точно отмеренные компоненты помещаются в специальный смеситель. Миксер обеспечивает однородность смеси.
13. Затем смесь формуют в «преформы». Эти «шайбы» будут спрессованы и отформованы на опорных пластинах.14.
 На этом изображении показана стопка предварительно отформованных фрикционных шайб, готовых к окончательной формовке. Этот состав является полуметаллическим.
На этом изображении показана стопка предварительно отформованных фрикционных шайб, готовых к окончательной формовке. Этот состав является полуметаллическим.15. Опорные пластины помещаются в форму фрикционным материалом сверху. Фрикционный материал здесь представляет собой органический состав.
16. В прессе фрикционный материал формуется на опорной плите под давлением и нагреванием. Часть фрикционного материала продавливается через отверстия в опорной пластине для увеличения удержания. Это называется «интегральное формование», или сокращенно IM. IM — это только один из способов крепления фрикционного материала.
17. Это конечный продукт процесса, но это только отправная точка для других процедур.
18. Тормозные колодки будут помещены в печь для отверждения. Тепло активирует и затвердевает смолы, связующие вещества и другие ингредиенты. Это означает постоянную производительность в течение всего срока службы колодки.
19. Теперь производитель вырежет фаски и прорези в колодках.
 Кроме того, подушка будет отшлифована до нужной высоты.
Кроме того, подушка будет отшлифована до нужной высоты.20. Вот процесс измельчения до и после.
21. Некоторые производители подгорают на своих колодках. Это включает в себя экстремальную жару и давление. Это поможет придать первоначальным 1–2 мм материала на поверхности колодки повышенную способность к прилеганию и переносу слоя фрикционного материала на ротор. Это означает, что для пробного вождения автомобиля требуется меньше времени.
22. В процессе обжига подушка будет выделять газы. Вы можете почувствовать запах этих газов, если вам удастся перегреть комплект тормозов. На этом заводе газы сжигаются до тех пор, пока они не станут безвредными.
23. В этот момент голая колодка подвержена коррозии. На некоторые колодки нанесено покрытие для предотвращения коррозии. Покрытие может представлять собой высокотемпературную краску или порошковое покрытие, которое запекается. Некоторые колодки будут использовать покрытие на опорной пластине, которое не требует покраски.

24. Здесь инженер проверяет горячую и холодную сжимаемость прокладки. Перед тем, как партия колодок будет окрашена, маркирована и отправлена, производитель тестирует случайные образцы для контроля качества.
Тормозные колодки протестированы и отправлены, и готовый продукт готов к отправке в вашу мастерскую и на автомобили, которые вы ремонтируете.
Сохранить
Производственный процесс – asimco
Производственный процесс тормозных колодок: Мы применяем входной контроль, контроль микроклимата, контроль штрих-кода, первый пришел – первый вышел и контроль времени хранения, чтобы гарантировать, что мы используем правильный и совершенный материал для изготовления тормозных колодок.
Склад сырья: После входного контроля квалифицированный материал хранится при постоянной температуре и влажной среде. (климат-контроль)
Система штрих-кодов для отслеживания материалов: Каждый материал имеет свой собственный штрих-код, как только штрих-код совпадет, только тогда откроется дверца резервуара для хранения.
 Этот процесс гарантирует, что используется правильный материал.
Этот процесс гарантирует, что используется правильный материал.Смешивание: Фрикционные материалы комбинируются с различными материалами, которые необходимо смешивать перед производством.
Покрытие: На опорную пластину нанесен клей, чтобы фрикционный материал мог прилипать к опорной пластине.
Утяжеление и штамповка: Опорная пластина и фрикционный материал соединяются вместе при высокой температуре.
Отверждение: Опять же, тормозные колодки подвергают воздействию высокой температуры, чтобы укрепить их и обеспечить их работоспособность в экстремальных условиях.
Шлифование, прорезание пазов и снятие фасок: Этот процесс повышает эффективность тормозной колодки, а также улучшает ее внешний вид.
Окраска: Тормозные колодки окрашиваются в синий или красный цвет по желанию заказчика.
Приклеивание прокладок: Прокладки устанавливаются на тормозную колодку.
Маркировка, печать, клепка и упаковка: В ходе этого процесса наносится логотип, печатаются некоторые производственные детали на тормозных колодках и заклепываются аксессуары.
 Этот процесс гарантирует, что используется правильный материал.
Этот процесс гарантирует, что используется правильный материал.
Процесс производства тормозных колодок:
Когда дело доходит до тормозных колодок Asimco, множество факторов идеально синхронизированы друг с другом с особой тщательностью, чтобы обеспечить тормозные колодки высочайшего качества с превосходной устойчивостью к трению.
Штамповка: Тормозная колодка состоит из двух частей: оголенной тормозной колодки и тормозной магистрали. Голая тормозная колодка изготовлена из стали. Следовательно, сталь сначала необходимо штамповать, а затем формировать голые тормозные колодки различной формы в соответствии с различными деталями.
