Стекловолокно + эпоксидка. Изготовление лицевых панелей любой формы из стеклопластика

Приветствую жителей и гостей Датагории. Хочу поделиться своим опытом изготовления лицевых панелей из стеклопластика, в данном случае для лабораторного блока питания. Любой панели, для начала, требуется предмет-форма. Так как будущий блок будет из корпуса ATX, скручиваем форму из тех же блоков при помощи саморезов по металлу по размеру будущей панели, а внутри обклеиваем малярным скотчем. Для того чтобы форма не рассыпалась, когда будем доставать, закладываем стекловолоконную шкурку (используется для затирки шпаклёвки у маляров).
Думаю не все читатели данной статьи «заядлые» строители, так что опишу подробно. Для формы можно использовать любую гипсовую штукатурку. Не рекомендую чистый гипс или алебастр, т.к. он очень быстро застывает.
Раствор замешиваем в пропорции одна часть воды плюс три части гипсовой смеси до однородной массы. Аккуратно выкладываем в форму шпателем и разглаживаем до получения нужного вида будущей панели и даём высохнуть примерно сутки. Получается такая конструкция.

Когда всё застыло, достаём из формы нашу заготовку, на неровности и сколы не обращаем внимания. Обклеиваем малярным скотчем и получаем что-то вроде этого:

Четыре отверстия по краям, как на фото, не пригодятся, их пропускаем.
Далее — сам процесс. Берём вот такой ремкомплект: стекловолокно, эпоксидка и затвердитель, что продаётся почти в любом авто-магазине.
Не забываем о технике безопасности: работаем в перчатках, помещение должно хорошо проветриваться (вонь ужасная), готовая смесь смолы с затвердителем нагревается.
Вырезаем заранее стекловолокно чуть больше по размеру, чем наша предмет-форма.

Размешиваем эпоксидку и затвердитель 1:10. Советую замешивать понемногу, быстро сохнет. Итак, раствор замешан. Наливаем на форму и размазываем по всей площади, стараясь не залить края.
Я использовал узкий резиновый шпатель для затирания швов кафельной плитки. Укладываем последовательно все три слоя стекловолокна, аккуратно прижимаем тем же шпателем к форме, сухие места проливаем и разглаживаем. Одного замеса должно хватить.

Дожидаемся полной полимеризации эпоксидки, вставляем вверх ногами в ту форму, в которой мы и приготовили нашу предмет-форму и подрезаем «заподлицо» выглядывающее стекловолокно.

Снова замешиваем эпоксидку и в прямом смысле слова проливаем края, ждём до полного высыхания, сутки не меньше. Получается вот такая заготовка:
Следующий шаг — грубая обработка. Я использовал «болгаргу» с точильным кругом.

Теперь нужно вытащить вандальским (по-другому не получилось) методом предмет-форму.
Приступаем к выравниванию. Шпаклёвку я использовал универсальную, т.е. по пластмассе и металлу. Замешивается она также как и эпоксидный клей, 1:10.

Шпаклюется всё в несколько слоёв, каждому надо давать высохнуть. Перед каждым последующим слоем шкурим, но без фанатизма.
Пришло время окна под дисплей. Вырезаем аккуратно и вставляем оргстекло, по размеру чуть больше, чем используемый дисплей. Шпаклюем.
С нетерпением дожидаемся высыхания шпаклёвки, берём мелкую шкурку (зернистость 500-1000) и доводим нашу панель, насколько это возможно, до идеала.
Для ускорения процесса я использовал шлифовальную насадку на «болгарку».

Получилось, по-моему, не плохо.

Покраска производится в 5-7 слоёв, иначе будут потёки. Красил обычным баллончиком. Не забываем окно дисплея залепить малярным скотчем.


Крепления панели к корпусу блока, без всяких ухищрений прилепил той же эпоксидкой, получилось надёжно.


Схему блока питания разбирать не буду. Кому интересно, вот тут подробно «Переделка компьютерного блока питания под зарядное устройство в подробностях»
Крепим все узлы.
И вот что получаем в итоге.

Благодарю за внимание!
Камрад, смотри полезняхи!

Антон (dedtocha)
Анадырь
О себе автор ничего не сообщил.
Изготовление деталей из стекловолокна и углеволокна в моделизме
Для изготовления крупногабаритных и высоконагруженных частей моделей часто применяются так называемые композиционные материалы, состоящие из «наполнителя» и «связующего». Наполнителем, выполняющим основные силовые функции, обычно является стеклоткань, углеткань ( углеродное волокно) или кевлар (материал из синтетических волокон). В качестве связующего выступают эпоксидные или полиэфирные смолы.
Если для изготовления тонких фюзеляжей радиоуправляемых планеров и многих частей свободнолетающих моделей технология выклейки из композиционных материалов является единственно приемлемой (по соображениям прочности), то в остальных случаях, как правило, есть возможность выбора между композитной и бальзовой конструкцией. Если предстоит разовая работа, то, наверное, стоит отдать предпочтение дереву. Тогда общие трудозатраты и вес модели получаться меньше. В случае же «мелкосерийного производства» лучше овладеть техникой работы с композитом.
Сегодня мы познакомимся с основными приемами выполнения деталей для авиамоделей из композиционных материалов. Сразу отметим, что предлагаемый материал предназначен тем, кто только знакомится с новой для них технологией. Поэтому статья основана на описании упрощенных методик, распространенных среди моделистов «средней руки». При более же профессиональной работе выбор исходных материалов и способы работы с ними настолько специфичны, что в каждом конкретном случае требуют отдельных описаний.
Вначале несколько слов о «сырье». Поскольку тонкостенные детали нередко воспринимают значительные нагрузки, для предотвращения растрескивания связующего в смолы добавляют пластификатор (или при возможности используют специализированные, высокопрочные и не слишком «стеклотвердые») смолы. Чтобы эпоксидку было легче наносить, ее разбавляют растворителем, спиртом или ацетоном. Для тонирования детали можно добавить в смесь типографскую краску или алюминиевую пудру. Неплохие результаты дает и вмешивание в «сырую» смолу художественных масляных красок. Кроме пигментирования, такая краска еще и немного пластифицирует исходную смолу. Стеклоткань, как правило, приходится прокаливать над электрической плиткой или в электродуховке для удаления парафина, которым она пропитывается на заводе.
Прежде всего отметим, что все работы с эпоксидными (да и полиэфирными) смолами нужно проводить в резиновых перчатках в помещении с хорошей вентиляцией. Выклеивание композитных «корок» можно осуществлять как снаружи на болванке, так и внутри, на снятой с нее вогнутой форме (матрице). Болванку можно изготовить из липы, ольхи, плотного пенопласта или бальзы. Ее размеры должны быть меньше размеров детали на толщину будущей «корки». Поверхность следует тщательно зашкурить и загрунтовать.
Затем на матрицу наносится разделительный слой (парафин или полироль для мебели). Стеклоткань нарезается на полосы, которыми можно было бы оклеить болванку без образования складок и «прилачивается» жидкой эпоксидкой. Количество слоев стеклоткани в различных местах детали может варьироваться в зависимости от распределения нагрузок. В случае образования пузырей и вздутий их необходимо сразу же разгладить или прорезать и выдавить из них воздух.
После отверждения смолы «корку» снимают. Если форма матрицы не позволяет этого сделать, деталь разрезают по оси симметрии. При этом, как правило, страдает покрытие болванки, которая будет нуждаться в шпаклевке перед дальнейшим использованием. Недостаток этого способа заключается также в том, что поверхность детали имеет фактуру ткани и требует шпаклевания и вышкуривания.
Для выклеивания деталей по второму способу (матричному) нужно прежде всего изготовить саму «негативную» форму. Обычно она представляет собою толстостенную «скорлупу», выклеенную из стеклоткани.
Если требования к точности детали очень высоки (например, силовые панели обшивки крыла с ламинарным профилем), то матрицу делают в виде массивного «монолита» из гипса, цементного раствора или цемента, смешанного с эпоксидной смолой.
Эталонная модель-болванка должна иметь размеры, совпадающие с внешними обводами детали. Чем лучше будет качество ее поверхности, тем меньше потребуется отделочных работ для каждого изделия в дальнейшем. Обычно методом лакировки с промежуточным полированием стараются довести поверхность до зеркального блеска, чтобы готовые, отформованные в этой матрице детали нуждались только в окраске. В случае же применения тонированной смолы поверхности оказываются полностью готовыми. При изготовлении модели-копии можно воспроизвести имитацию заклепок и расшивки на матрице или еще на эталонной модель-болванке.
Для выклейки матрицы нужно вырезать из толстой фанеры рамку по форме осевого сечения болванки. Надев рамку на болванку, закрепите ее пластилином таким образом, чтобы одна из поверхностей рамки совпадала с плоскостью симметрии болванки. По линии сопряжения выполните из пластилина радиус скругления, равный примерно 2 мм.
Если планируется изготовить монолитную матрицу, на рамку нужно наложить окантовку из досок, имеющих высоту, большую чем половина ширины болванки. На болванку и соответствующие поверхности рамки наносится разделительный слой.
Через несколько часов его нужно натереть до блеска шерстяной тканью. Затем болванка вместе с рамкой оклеиваются стеклотканью. В местах резких прегибов укладывается стекловолокно, пропитанное эпоксидной смолой (его можно получить, разобрав рогожную стеклоткань).
Первый отформованный слой выполняется из стеклоткани толщиной 0,03 мм, затем применяется ткань толщиной 0,2-0,3 мм.
Если же требуется изготовить простую легкую матрицу, а не «монолит», то теперь останется положить лишь несколько усиливающих слоев рогожной стеклоткани. Здесь опять особое внимание нужно обратить на отсутствие пузырей, чтобы дефекты поверхности не передались будущим изделиям.
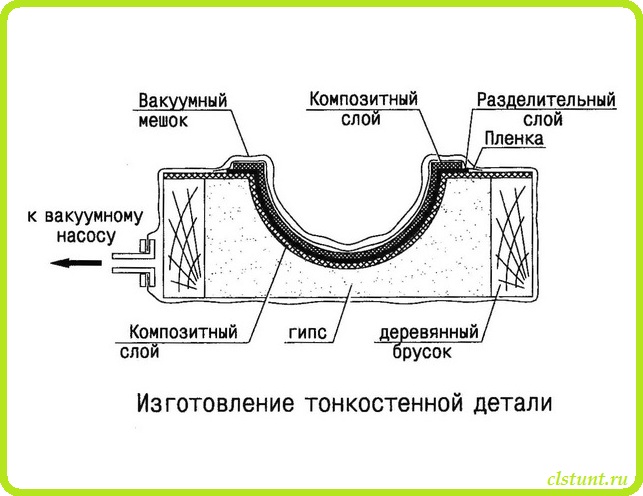
Для ликвидации пузырей оснастку можно поместить в воздухонепроницаемый мешок (предварительно уложив на нее полиэтиленовую пленку) и откачать из него воздух с помощью вакуумного насоса. Под разряжением форму надо держать до полного отверждения «корки». Если вакуумный мешок не имеет проколов, то для этого достаточно пережать шланг, отключить насос и оставить в таком виде оснастку на 12 часов. В случае изготовления монолитной матрицы всю опалубку заливают гипсовым раствором или эпоксидной смолой с наполнителем (в качестве последнего могут использоваться любые порошкообразные или зернообразные материалы.
После отверждения смолы, болванка с рамкой аккуратно отделяются от полученной формы. Аналогично изготавливается и вторая, симметричная часть матрицы.
При выклеивании корок в полученной матрице применяются те же приемы, что и при ее изготовлении. Первый слой стеклоткани должен иметь толщину 0,02-0,03 мм,
последующие — порядка 0,2 мм. После отверждения смолы «корку» обрезают вровень с краем матрицы, вклеивают шпангоуты (если необходимо) и затем вынимают ее.
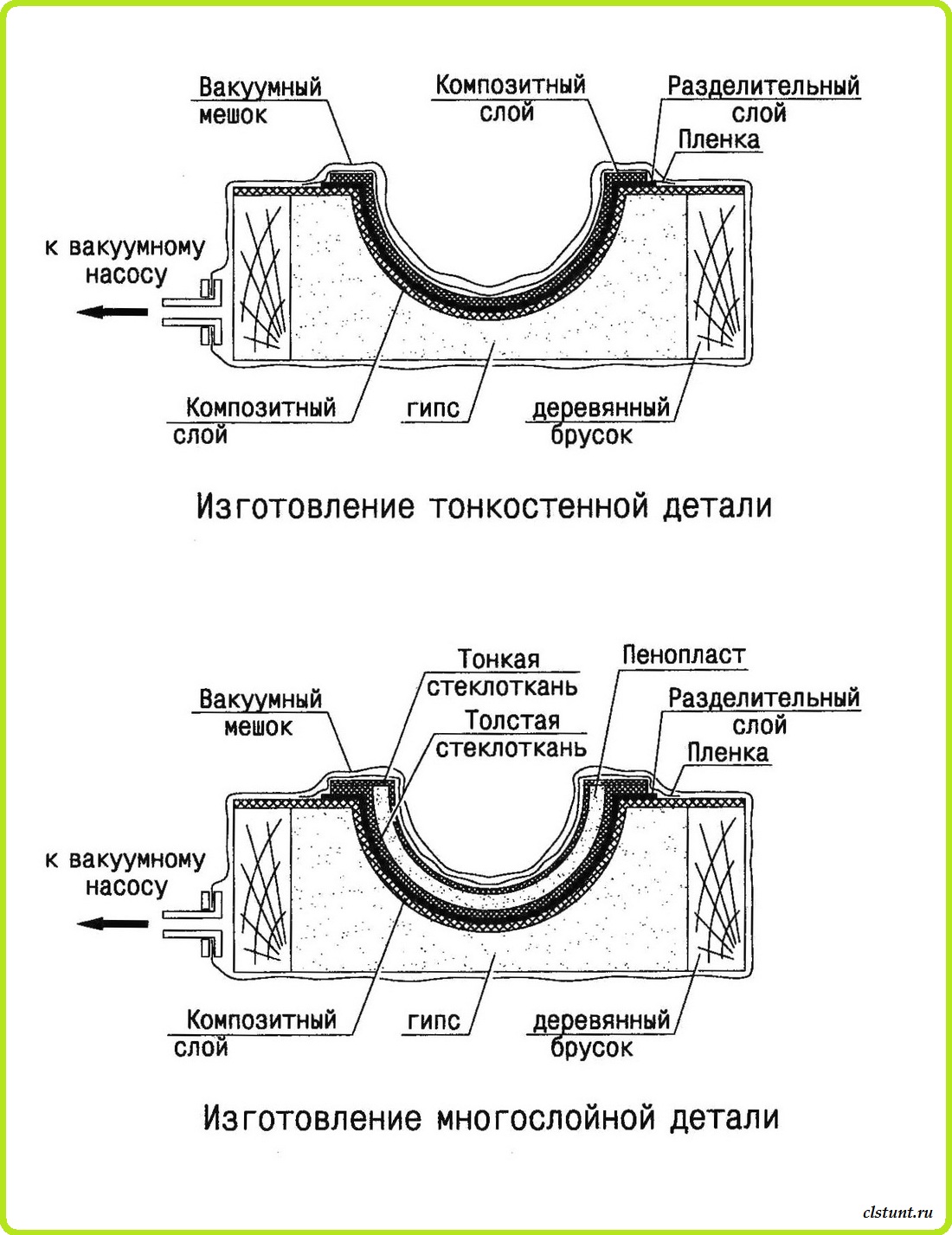
Для снижения массы детали часто используют армирование пористым пенопластом, бальзой или слоеные (сендвичевые) конструкции, имеющие дополнительное внутреннее покрытие из тонкой стеклоткани. В этом случае наружное покрытие может быть выполнено из одного слоя стеклоткани толщиной 0,2-0,3 мм. Пенопласт или бальзу нарезают на фрагменты, которым можно было бы придать кривизну пуансона. Пенопласт несложно изогнуть над электроплиткой, а бальзу проще намочить и примотать резиной к болванке до высыхания. Стеклоткань можно пропитывать эпоксидной смолой как в самой форме, так и до размещения в матрице, на какой-либо ровной поверхности (излишки клея снимаются шпателем). Однако пропитанная ткань, особенно тонкая, при укладке имеет тенденцию больше прилипать к перчаткам, чем к пенопласту. Поэтому иногда проще уложить в вакуумный мешок сборку без внутреннего слоя стеклоткани, и «прилачить» его потом. Армирование бальзой имеет то преимущество, что она почти не впитывает в себя связующее.
При склейке между собой тонкостенных корок часто используются промежуточные шпангоуты. В случае же армирования в этом нет необходимости. Эпоксидная смола имеет плохую адгезию к отвержденному стеклопластику. Поэтому соединяемые поверхности нужно зашкуривать крупной наждачной бумагой, а линии стыка оклеивать полосками тонкой стеклоткани. Изнутри на одну из «корок» полезно наклеить отбортовку, которая позволит упростить и увеличить надежность соединения деталей. До момента полного отверждения смолы изделие обматывается скотчем.
При мелкосерийной постройке моделей-копий применяются также различные «гибридные» технологии. Например, внешний слой детали формуется из АВС-пластика и образует внешнюю фактуру поверхности. Далее располагается промежуточный слой тонкого пенопласта. Внутреннее, силовое «покрытие» делается из стеклоткани.
По материалам журнала «Моделизм спорт — хобби»
А. Перфильев
Среди авиамоделистов также популярно изготовление воздушных винтов из композитных материалов применением пресс форм.
Стеклопластик технология изготовления
Наверное, именно стеклопластик мы вспоминаем чаще всего, когда речь заходит о тюнинге. Высокая популярность этого материала объясняется просто – легкостью в использовании и обработке. Со стеклопластиком легко научиться обращаться, работу с ним может освоить каждый. При желании, разумеется.
Началом истории стеклопластика считаются 40-е годы прошлого века. Произошло оно от стекловаты, которая была довольно распространена в начале 20 века. Первое применение стеклопластику было найдено в строительстве лодок. Однако, универсальность позволила ему быстро распространиться и в другие сферы, в частности, в автомобилестроение. Чего только не делалось в свое время из стеклопластика, вплоть до специальных бамперных накладок для расчистки снега. Никто не верил, что стеклопластик надежен, однако, время показало обратное. Как выяснилось, при столкновении автомобиля из стеклопластикового волокна и обычного «стандартного» авто железному доставалось гораздо сильнее. Так что прочность и надежность стеклопластика доказана временем и проверена не раз.
Стеклопластик– довольно простой материал, который состоит из стекловолокна,
пропитанного смолой. Различают несколько видов стеклопластика по типу смолы, которая их пропитывает. Тип смолы для пропитки выбирается исходя из многих внешних факторов, которые придется пережить материалу, а также из будущих характеристик того, что из него собираются сделать. Смолы бывают разными. Некоторые способны затвердеть уже при комнатной температуре, а некоторым требуется подогрев. Перед пропиткой стекловолокна смолу перемешивают со специальным катализатором (т.е., отвердителем). Потом берется несколько слоев стекловолокна, которые тщательно пропитываются готовым составом. Благодаря стекловолокну смола не ломается, а получает гибкость и достаточную прочность.
Один из основополагающих моментов в изготовлении стеклопластика для тюнинга своими руками – правильный баланс катализатора и смолы. Небольшое отклонение в технологии изготовления– и дело будет загублено. Например, если с катализатором выйдет перебор, то вы не успеете сделать свою работу – он затвердеет раньше времени. Однако, если катализатора будет слишком мало – то смола не застынет вообще.
На рынке представлено большое количество смол от разных производителей. Казалось бы, смола – простой материал, чем она может различаться? Однако, различия все-таки есть. При выборе смолы очень важно обращать внимание на их свойства. Смолы очень переменчивы в зависимости окружающей среды. Их качества могут улучшаться или ухудшаться в зависимости от температуры воздуха в помещении, проветриваемости помещения и т.д.
Некоторые смолы приходится «подгонять», чтобы они быстрее засыхали. Готовую матрицу с изделием для этого сушат в специальной сушильной камере. Так смола застынет гораздо быстрее. А если уж совсем горит, то при возможности можно использовать автоклав с большой температурой и высоким давлением. Да и прочность конструкции, изготовленной в автоклаве, будет гораздо лучше.
Различаются по своим характеристикам не только сами смолы, но и стекловолокно. Стекловолокно делится на типы в зависимости от толщины и структуры материала. Основные из них – стекломат и стеклоткань. Отличительной чертой стекломата является беспорядочное расположение волокон. У стеклоткани волокна похожи на обыкновенную ткань. Стеклоткань прочнее стекломата, однако, у последнего есть свои преимущества. Стекломат легче «надеть» на матрицу, что значительно облегчает работу с ним.
Есть одна разновидность стекломата, которая отличается особой тонкостью и легкостью – это стекловуаль.Вообще, существует несколько разновидностей стекломата, основным различием между которыми служит толщина и плотность материи. Основным параметром при разделении стекломата на типы является вес одного метра квадратного – 300гр, 45гр, 600гр, 900гр. Самая тонкая стекловуаль имеет вес 32гр на один метр квадратный, что позволяет создавать из нее настоящие тонкие шедевры. Толстый стекломат предназначен для придания изделию прочности и надежности. Для особой прочности изделия из стекломата формируются из нескольких слоев, поэтапно. Согласно технологии изготовления сначала берется несколько листов стекломата и скрепляется, а затем им дают время, чтобы застыть. После этого добираются остальные слои для получения итоговой толщины. Работа в один этап здесь невозможна – большое количество слоев при застывании может принять неправильную форму, стянуться или покоробиться.
Стеклоткань также различается по толщине.Назначение стеклоткани, так же, как и стекломата – прочность и толщина готового изделия. При работе со стеклотканью необходимо учитывать то, что растяжение ее в разные стороны дает различный результат. Поэтому слои стеклоткани обычно накладываются под определенными углами. Стекловолокно обязательно должно быть высококачественным, чтобы пропитывающая его смола хорошо держалась внутри и хорошо впитывалась в саму стеклоткань.
Работа со стеклотканью зачастую подразумевает использование дополнительного материала, предназначенного для того, чтобы итоговая масса готового изделия не была слишком большой. Этот материал – поликор. Состоит он из полиэфирного волокна и содержит в себе микробаллоны. Иногда при работе перемежаются слои стекломата и поликора. Однако, лучшее решение – это армирующие полоски из поликора, делающиеся как вставки в основную ткань конструкции. Такие полоски придадут изделию дополнительную прочность. Еще одним важным фактором в технологии изготовления стеклопластика для тюнинга своими руками является прочность конструкции. Улучшить прочность конструкции поможет небольшое количество смолы между слоями стекломата. Если смола полностью пропитала стекломат и не запузырилась, конечно. Меньшее количество смолы сделает итоговый продукт более легким.
Есть распространенное высказывание о том, что автомобили, кузов которых изготовлен из стекловолокна, невозможно поцарапать. На самом деле, такое высказывание неверно по сути. Стекловолокно царапается, но при этом, не теряется цвет. Весь секрет состоит в технологии создания самого изделия. Зачастую для изготовления своими руками высококачественных изделий из стекловолокна в них как основа закладывается слой гелькоата (то есть, специального покрытия из гелия). Этот слой позволяет не прибегать к покраске готового изделия в дальнейшем. Существует гелькоат различных цветов. Нужный оттенок ему придается при помощи специальных колеров. Слой гелькоата предназначен не только для создания цвета, но и для продления жизни самому материалу. Он является хорошей защитой от любых внешних воздействий. В случае применения гелькоата стекловолокно кладется поверх него.
При работе со слоем гелькоата необходима предельная точность – слой должен быть абсолютно ровным, без утоньшений. Утоньшение может привести к сморщиванию гелькоата и к некачественному внешнему виду готового изделия. Лучше решение для того, чтобы распределить гелькоат ровно – это применение краскопульта. Использование красокпульта позволяет делать более качественную работу, чем использование кисти. Правда, для того, чтобы работать с краскопультом, нужно выбрать более жидкий гелькоат, чем для работы с кистью. В любом случае, от выбора материала зависит многое.
Приступая к работе по изготовлению стеклопластика для тюнинга своими руками нужно позаботиться о двух вещах– его макете и матрице. Без макета, правда, иногда можно обойтись, но особо качественной работы не получится. Частенько вместо макета используются распорки, на которые кладется стеклоткань. Но это не лучшее решение. Если вам нужен хороший результат, то без макета просто не обойтись. Многие умельцы умудряются, правда, изготавливать некоторые стеклопластиковые детали для тюнинга своими руками прямо на авто. Дверные панели, например. Для облегчения себе работы и для скорости ее выполнения панель прилаживается непосредственно на двери автомобиля. Но в данном случае качественная поверхность не так важна, так как стеклопластик будет являться всего лишь основой для дальнейшей работы. Далее панели будут обклеены пористым материалом, кожей и т.д., и все «косяки» будут скрыты. Однако, для того, чтобы сделать деталь кузова, все же нужен макет, а также матрица.
Макеты можно делать из разных материалов – фанеры, пластилина, пенопласта и т.д. Правильный макет – залог дальнейшей успешной работы. Неправильный – сами понимаете. Причем, если вам нужна красивая и ровная поверхность, то работу над этим нужно начать уже на стадии макетирования. Потрудитесь, чтобы макет был ровным и гладким, таким, какой должна быть в идеале ваша деталь. Таким образом, вы избавите себя от дальнейших мучений и внесения поправок.
Перед тем, как приступать к изготовлению макета для тюнинга, нужно сориентироваться – будет деталь делаться целиком или по частям. Основываться здесь нужно на том, насколько возможно будет после изготовления стеклопластиковой детали вытащить ее из матрицы без повреждений. Этот момент очень важен в технологии изготовления. Некоторые детали могут оказаться слишком большими или иметь слишком причудливую форму, так что вытащить их без проблем не получится. В таком случае лучше будет составить эту деталь из нескольких, более мелких, а потом соединить их своими руками.
После того, как работа над макетом завершена, можно приступать к созданию матрицы– основы для будущей детали. И к этому надо отнестись со всей серьезностью. Согласно технологии изготовления необходимо покрыть всю поверхность макета небольшим слоем воска и хорошенько отполировать его. Затем можно наносить матричный гелькоат на поверхность макета. Матричный гелькоат имеет более густую консистенцию, наносится более тонким слоем и ложится легче, чем обыкновенный. Основа из матричного гелькоата позволит добиться идеальной ровности поверхности матрицы.
Затем можно приступать непосредственно к работе со стекловолокном.Технология изготовления стеклопластика для тюнинга своими руками такова: первым слоем обычно укладывается стекловуаль. С ее помощью вы без труда обведете все контуры макета, добиваясь предельной точности. Слой стекловуали должен высохнуть. После этого берется слекломат более толстых размеров и кладется сверху в несколько слоев. Помните о том, что не нужно укладывать сразу все слои (как уже говорилось выше, матрица от этого может испортиться). Лучше вделать работу в несколько этапов, пока не будет достигнута оптимальная толщина материала.
Если вам необходимо сделать разъемную матрицу, то нужно будет соорудить своими руками специальные перегородки, которые разделят макет на несколько сегментов. Сначала кладется основной сегмент, ему нужно будет некоторое время, чтобы застыть. Потом перегородки нужно вытащить. Основной сегмент обрабатывается по краям, затем начинается работа по выкладыванию остальных сегментов. Чтобы правильно расположить при последующей работе все сегменты относительно друг друга, нужно в основном сегменты сделать специальные ямочки. При укладке последующих сегментов, в ямочки будет заливаться смола и стекловолокно, что позволит образоваться выпуклостям. Эти выпуклости послужат для дальнейшего прикрепления деталей матрицы друг к другу. Кроме того, в ребре каждого сегмента матрицы необходимо будет заготовить отверстия для крепежных болтов. После того, как матрица сделана, нужно позаботиться об ее прочности. Для этого служат ребра жесткости, закрепляющиеся на ней. Изготовить ребра жесткости можно из металла (если требуется особо прочная конструкция), из фанеры или дерева. При правильном выполнении технологии и хорошем макете матрица будет готова к дальнейшей работе. Однако, очень часто ее нужно еще раз обработать, чтобы придать идеальный вид. Поверхность матрицы необходимо выровнять при помощи шлифовки.
После того, как поверхность матрицы стала гладкой, придется заняться ее вощением – то есть, тщательной полировкой при помощи воска. Делается это в несколько слоев с небольшими перерывами. Воск наносится тонким слоем на всю поверхность, затем растирается так, чтобы осталась лишь незримая пленочка.
Есть, правда, и другой вариант, который может заменить натирание воском, а может использоваться вместе с ним. Это использование специальных жидкостей, при помощи которых появляется покрытие в виде пленки. Такие жидкости предназначены также для того, чтобы смола или гелькоат не проникли на саму матрицу. В процессе работы с матрицей нужно следить за тем, чтоб поверхность ее не поцарапалась. Это может привести к тому, что смола прирастет к матрице, и вы не сможете продолжать работу. По сути, все придется начинать снова – шлифовать, востить и т.д. Есть такие вещества, которыми можно обработать матрицу и использовать ее потом несколько раз. Но лучше все же выбрать воск – это проверенный и надежный способ.
Помимо создания матрицы, есть и другие варианты работы со стеклопластиком. Правда, до сих пор изготовление матрицы остается самым популярным способом. Однако, новейшие технологии позволяют применять в работе компьютерное моделирование, а также станки с ЧУ, при помощи которых создается матрица или макет любого размера и из любого материала. Однако, у вас вряд ли есть такое оборудование, поэтому если вы делаете тюнинг своими руками, то матрица – единственный вариант.
После того, как матрица закончена, начинается процесс изготовления изделия. Советуем все же сделать первый слой из гелькоата, так как он поможет изделию в итоге принять эффектный внешний облик. Еще один плюс такого слоя – возможность обойтись без покраски в дальнейшем. Слой гелькоата надежно отделяет матрицу от стекловолокна, которое может ее повредить.
Сама работа со стекловолокномпроизводится разными методами. Такие методы, кстати, годятся и для работы с другими подобными материалами, как то: карбон, кевлар и т.д.
Способ первый. Формовка вручную.Данный способ является наиболее распространенным, так как позволяет сэкономить на производстве и добиться максимальной точности. Ручная работа всегда ценится гораздо выше. Полотно стекловолокна пропитывается эпоксидной смолой, для чего используется либо кисть, либо валик. Напомним, что нужно выбирать такой валик (кисть), который выдержит работу со смолой. Можно дать стекловолокну пропитаться, а затем укладывать его в матрицу, а можно вделать это сразу после нанесения смолы. Чтобы смола лучше прошла сквозь волокна, необходимо пройтись по волокну разбивочным валиком. После этого нужно взяться за укаточный валик для окончательной обработки волокна. С помощью него вы сможете выдавить оставшиеся пузырьки из волокна, а также сделать слой смолы более равномерным. Избавление от пузырьков должно производиться своевременно, пока изделие не успело застыть. Пузырьки воздуха – серьезный брак, который может повредить готовую конструкцию. Работать с таким волокном далее не представляется возможным – вся работа пойдет насмарку.
Если вы хотите облегчить себе труд, то можно использовать некоторые простые приспособления, которые помогут в работе. Например, смеситель, который будет автоматически смешивать смолу с катализатором, и наносить ее на валик. Правда, от ручной укатки все равно никуда не деться.
Ручной метод прост и эффективен, но итог его всегда зависит от способностей и квалификации того, кто изготавливал изделие. Здесь важным преимуществом является опыт. К тому же, непосредственный контакт с эпоксидной смолой и другими материалами может нанести вред здоровью, если работать с ними постоянно. Однако, для небольшой компании ручная формовка – лучшее решение.
Способ второй.Напыление рубленного роввинга.В этом способе уже применяются технологические приспособления, автоматизирующие процесс. Работа таким способом ведется не с самим стекловолокном, а со стеклонитями. Стеклонить попадает в измельчитель пистолета, который разрубает ее на небольшие волокна. В пистолет уже заложена смола и катализатор, поэтому внутри все смешивается с рубленными нитями, а затем смесь выходит наружу. Готовая смесь подается из пистолета непосредственно на форму. Однако, и тут без рук не обойтись – прокатка такой ткани обязательна.
При всей кажущейся простоте и выгодности, этот способ имеет свои минусы. Надо сказать, что им пользуются довольно редко, так как при работе тратится большое количество смолы. Как итог – большой вес готового изделия. К тому же, готовое изделие состоит из разрозненных волокон, и, соответственно, является куда менее крепким, чем цельное волокно. Да и сама смесь, выходящая из пистолета, очень вредна для здоровья.
Способ третий – намотка.Этим способом пользуются в тех случаях, когда готовое изделие должно быть круглой или овальной формы (например, при изготовлении различных труб и резервуаров). Способ намотки широко применяется в изготовлении парусных мачт, удочек, велосипедных рам, автомобильных глушителей и т.д.
Стекловолокно попадает в ванну со смолой, затем смесь проходит через натяжные валики, которые вытягивают полотно и выдавливают лишнюю смолу. После чего волокна ткани подаются на сердечник, который их наматывает. Скорость и угол намотки волокна можно регулировать при помощи изменения движения тележки. Процесс очень напоминает то, как в швейной машинке нить наматывается на шпульку. Итог работы третьим способом – высококачественное и прочное изделие.
Способ четвертый. Метод препрегов.Препрегами называют заготовки, состоящие из кусков стеклоткани, которые уже пропитались смолой. Предварительно необходимо провести пропитку стеклоткани предкатализированной смолой. Пропитка должна осуществляться при большой температуре и высоком давлении. Смола достигает полутвердого состояния, и это заготовки способны храниться достаточно долго. Затем препреги кладутся на матрицу, и вся конструкция помещается в вакуумный мешок. Ее необходимо нагреть до 180 градусов, чтобы смола стала мягкой. В условиях вакуума препрега ляжет по необходимой форме. Затем изделие снова нагревают для застывания смолы.
При работе этим способом не обойтись без автоклава. Поэтому такой способ хорошо для изготовления небольших по размерам частей. Однако, большое преимущество этого способа – в вакууме воздушные пузырьки не образуются, а также значительно снижается расход смолы.
Также можно использовать и другие способы, как то: пультрузия, RFI, RTM и т.д. Выбирать способ изготовления нужно на основе того, какое необходимо получить в итоге изделие.
Теперь можно подвести итоги.Работа со стеклопластиком дает большое преимущество в весе. Чтобы сделать конструкцию прочной, зачастую приходится делать ее достаточно толстой, что прибавляет веса. Стеклопластик этим не страдает. Его большое преимущество перед, например, алюминием или сталью – способность принимать исходную форму после воздействия удара. Если, конечно, деталь не разрушилась. Ремонтировать части из стеклопластика гораздо проще. Трещину достаточно заклеить смолой, а затем наложить небольшой кусок из стеклоткани или стекломата. Если деталь подверглась более значительным повреждениям, то ее можно снять и положить на матрицу, чтобы она вновь приняла исходные очертания. Хотя, в таких случаях лучше, все же, изготовить новую деталь. Части из стеклопластика можно «подлатать» и шпаклевкой, шкуркой и водой.
Правда, стеклопластик – материал далеко не из дешевых. К тому же, работать с ним вредно для здоровья, он выделяет токсические вещества. Поэтому нужно быть предельно осторожным. Работа по тюнингу автомобиля из стеклопластика требует обязательного наличия респиратора, который защитит от вредных испарений эпоксидной смолы.
Изготовление лодок из стеклопластика своими руками видео
Рыбалкой люди увлекаются издавна. Всегда хорошо посидеть у реки с удочкой в руках, отдохнуть на природе и подышать свежим воздухом. Но множество рыбы водится на глубине вод, далеко от берега, поэтому желание иметь хорошую лодку естественно, тем более, что вариантов для ее собственного изготовления сегодня известно немало.

Лодки бывают разными: деревянными, резиновыми, их ПВХ, стеклопластика. Чем хорош новый стеклопластик, каковы его преимущества и недостатки, как из него построить лодку самостоятельно, выясним подробнее в данной статье.
Лодка из стеклопластика
Стеклопластик считается самым дешевым и надежным материалом для производства лодок. На него не действует сырость, плесень, заражение грибком. Материалом не питаются грызуны, поэтому лодки хорошо хранятся в гаражах, любых складских помещениях. Главное, при производстве правильно склеить волокно, чтобы не было щелей и проникновения влаги внутрь корпуса.
Преимущества и недостатки стеклопластиковых лодок
К основным преимуществам материала можно отнести:
- респектабельный внешний вид;
- надежность;
- долговечность;
- водонепроницаемость;
- доступный по цене.
Лодки имеют множество плюсов конструктивного характера:
- Возможность производить замену масла в двигателе в полном объеме. Мало, залитое ниже максимального уровня, начинает пениться, мотор перегревается.
- Изготовить лодку можно как с килем, так и с плоским дном, что очень удобно для применения на мелководье.
- Можно изготовить более сложный обвод для корпуса, что значительно повысит ходовку судна,им легче будет управлять. При переходе на глиссирующий режим большая мощность мотору не понадобится, расход горючей смеси существенно снизится.
- Стеклопластик не боится резких перепадов температуры, не стирается при соприкосновении с дном реки, не повреждается при ударах.
- Пробоины не сложно ремонтировать самостоятельно при помощи эпоксидной смолы и стеклоткани.
- Данные лодки не нужно накачивать, им не страшны проколы, трещины. При наличии пенополаста в конструкции, а также герметичных полостей в лодке, заполненных воздухом, потопить лодку просто невозможно.
- Изготовление лодки, а также обводы корпуса могут быть практически любой конфигурации.
Требования к конструкции
Стеклопластик является уникальным материалом и прекрасноподходит для самодельного производства лодок. Удобство, легкость и долговечность – основные качества данного материала. То – же самое относится и к конструкции. Строить стеклопластиковые лодки легко, главное, правильно склеить волокно для водонепроницаемости лодки на воде.
К конструкции предъявляют следующие требования:
- Максимальная жесткость бортов лодки. Толщина фанеры используется не менее 1,2 см., накладывается двойным слоем.
- Края бортов должны быть идеально ровными, иначе лодка будет неустойчива на воде. Для этого борта шпатлюются.
- Уложенное в формочки стекловолокно обязательно нужно смазывать воском.
- В материале не должен скапливаться воздух, поэтому стеклопластик наносится на матрицу послойно, в 5- 6 слоев.
Проектирование
Изготовление самодельной лодки начинается с чертежа. Посмотреть чертежи можно в интернете, или разработать самостоятельно при помощи программы AutoCAD. Также согласно чертежу изготавливается матрица. Для ее производства потребуется болванка, либо формочка. При проектировании учитывается жесткость материала, выравнивание бортов до идеальной ровности, чтобы не было крена на воде.
Изготовление матрицы
Матрица считается самым сложным этапом при изготовлении лодки своими руками. Для ее производства нужно обзавестись стекломатом, валиками, кистями, наждачной бумагой, полиэфирной смолой, шлифовальной машинкой, пылесосом, дрелью, ножницами.
Процесс:
- прикрепить к каркасу шпангоуты;
- после установки шпангоутов крепятся бортики из фанеры. Нос матрицы должен основательно крепиться в борту;
- матрица должна быть жесткой, поэтому для краев бортиков нужно подобрать двухслойную фанеру, толщиной в 12 мм;
- для ровности бортики выравниваются и ошкуриваются;
- на матрицу наносится полиэфирная шпаклевка;
- лодка должна иметь ровные борта, поэтому разумно воспользоваться шаблонным шпателем;
- важно правильно сделать разметки на лодке, ее форма должна быть идеальной;
- далее переходим к деревянному килю, его наличие сделает ход как весловой, так и моторной лодки плавным, легким, штормить в стороны ее не будет;
- изготовленный из дерева киль сверху покрывается полиэфирной смолой;
- чтобы поверхность бортиков матрицы была идеальной, киль нужно снять;
- довести борта до совершенства и идеальной формы матрицы;
- стекломат к бортам нужно прикатать, для этого он укладывается сначала на один борт, потом на второй;
- для выдавливания лодки из матрицы встраиваются нипеля;
- при наличии стеклопластиковых седушек, их матрицу также нужно подогнать по месту своего предназначения.
Изготовление лодки
Изготовление лодки является ключевым моментом при ее производстве. Нужно запастись гелькоутом, полиэфирной смолой, стекломатом, ножницами, разделительным воском, валиками, затвердителем, веслами, наждачной бумагой, подуключинами и уключинами.
- согласно технологии матрица обмазывается полностью разделительным воском в 4 слоя, после чего наносится гелькоут для внешнего слоя лодки;
- параллельно бортам лодки устанавливаются седушки из стеклопластика;
- для жесткости и прочности конструкции стекломат прикатывается в 5 слоев;
- срезается лишняя бахрома, седушки вклеиваются при помощи клея;
- прикручиваются уключины;
- борта лодки основательно зашкуриваются наждачной бумагой;
- готовая лодка погружается на багажник;
- снаружи и внутри лодку можно покрасить гелькоутом, но это совсем не обязательно.
Используя данную последовательность при изготовлении лодки, конструкция получится легкой, прочной, устойчивой на воде, долговечной и весьма привлекательной. Заднюю банку не нужно делать слишком узкой. Седушки останутся плавучими даже, если лодка полностью перевернется на воде.
Стеклопластиковый корпус лодки схож по структуре с железобетонной конструкцией. Стеклоткань является эластичным материалом, его можно сгибать, придавать любую геометрическую форму.
Следуя четким инструкциям, несложно лодку изготовить своими руками, и достаточно легкое и удобное в эксплуатации судно будет способствовать на протяжении многих лет хорошему отдыху и удачной рыбалке.

Что такое стеклопластик?
Стеклопластиком обычно зовется уже готовое изделие – совокупность материалов, технологий и работ. Чем удобен стеклопластик? Да тем, что можно изготовить любой формы деталь, какую только вообразит фантазия, будь то сабвуфер, повторяющий нижней стенкой очертания багажника, мелкосерийные крылья автомобилей своего дизайна, реплики спойлеров, обвесы, бампера, различные усовершенствования внутренних панелей салона автомобиля и многое другое.
Какие существуют методы производства изделий?
Достаточно часто требуется изготовить всего одно изделие и сэкономить время и материалы, в таком случае делается болван (макет) и прямо по нему клеится стеклопластик с последующим его выведением шпаклёвкой под покраску. Макет должен быть заведомо меньших размеров(на толщину стеклопластик+шпаклёвка.
Другой метод – изготовление изделий по матрице. Применяется для размножения (копирования, тиражирования) какого-либо изделия, а так же если делается в одном экземпляре, но есть вероятность разрушения изделия в процессе эксплуатации (например юбка бампера).
Изготовление болвана
Первым делом необходимо задать будущую форму из любых подручных материалов, наиболее распространенные перечислены ниже.
Для гладких и плавных искривленных плоскостей обычно используют натянутую ткань между жесткими краями.
Для больших и крупногабаритных участков, а также для прямых длинных и тонких используется листовой металл, фанера, ДСП металлические трубы квадратного сечения и любые комбинации с этими материалами.
Для изготовления ребер часто применяется картон, вырезается профиль изделия, расставляются по основанию и либо заполняются пеной промежутки, либо натягивается ткань. Так же картон можно применять и в качестве других конечных граней, вообще при сноровке возможно и весь болван сделать из картона.
Достаточно хороший материал для болванов – пенопласт, он легко режется, шкурится, склеивается друг с другом и достаточно дешев.
Так же удобно использовать обычную монтажную пену в баллонах, она как и пенопласт легко обрабатывается.
И как вариант использование уже существующей детали из стеклопластика, с его разрезкой, добавления других фрагментов из стеклопластика и последующим их соединением в новую деталь с проклейкой заплатками стеклоткани.
После того как форма предварительная сделана, переходят к следующему этапу – выведение «под покраску». Что бы защитить пену или пенопласт от смолы, обычно несколько слоёв газет просто наклеивают на пенопласт клеем ПВА, он не пропускает смолу и является дополнительным укреплением макета, дабы смола не разъела пену. Так же плоские поверхности пенопласта возможно защитить скотчем упаковочным или алюминиевым. Для дальнейшего выведения используется на твердые поверхности сразу шпаклевка, на нетвердые желательно стеклопластик нанести, либо жесткую строительную штукатурку. Далее обрабатывается наждачками до необходимых форм и размеров.
Следующий этап необходим, если болван делается под матрицу. большинство материалов, из которых обычно строятся болваны, даже при хорошей обработке разделителями, будут впитывать в себя смолу, потому необходимо болван покрыть лаком.
Если деталь сразу делается на болване, то желательно позаботиться о том, что бы после выклейки стеклопластика можно было достать болван, пусть даже в разрушенном виде, поскольку оставление его там резко сократит срок службы самой детали из-за погодных условий.
Видео-пример изготовления детали из стеклопластика, с использованием полиэфирных смол и стекломата:
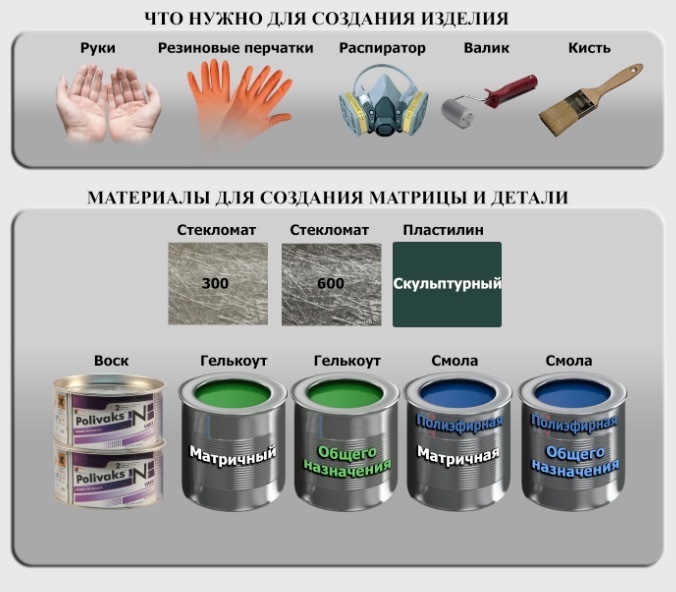
Материалы для полиэфирных смол
Для полиэфирных смол используются следующие материалы:
стекловуаль для первого слоя
для последующих слоев – стекломаты 100, 300, 450 и 600 г/м.кв. обычно 100 и 300 для первого-второго слоя, 450 и 600 для набора толщины
для внутренних углов применяется ровинг рубленый, ровинг в виде нити
для жесткости применяется стеклоткань или стеклорогожа конструкционная, но эти материалы не любят изгибов
для склейки половинок и для некоторых других случаев (заполнение углов, увеличение толщины в частных случаях) применяется аэросил размешанный в смоле либо готовая смесь Филер
для финишного (первого) слоя изделия в матрице применяется гелькоут.
Для эстетики последним слоем матрицы, а так же изделия наносится топкоут, необязательный материал.
Гелькоуты и топкоуты обычно делятся на 2 группы и каждая так же на две – для ручного нанесения(Hand маркировка Н) и для пульверизатора(Spray маркировка S), для матриц (маркировка GM) и просто изделий (для матриц повышенной износостойкостью отличается)
Смолы так же выпускаются различных модификаций, такие как матричные, уменьшенной усадки, для изделий стандартные общего применения; устойчивые к химическим средам, устойчивые к повышенной температуре, устойчивые к атмосферным воздействиям (ультрафиолету).
Меры безопасности при работе с полиэфирными смолами
Полиэфирная смола выделяет очень вредные для здоровья летучие вещества, поэтому необходимо защищать органы дыхания как минимум угольным респиратором и обязательная вентиляция помещения, иначе дикая вонь и головные боли обеспечены, возможно и расстройство здоровья.
Так же необходимо защищать руки медицинскими перчатками, что б на кожу не попадала смола.
Вкратце про эпоксидные смолы и материалы под них
Начнем с того, что эпоксидные смолы в настоящее время используются в основном для изготовления декоративного карбона, так как время кристаллизации большое, жесткость больше и соответственно изделие будет более хрупким, кроме того эпоксидная смола стоит дороже полиэфирной. Стекломатериалы для эпоксидки применяются так же специальные, так как стандартные стекломаты пропитаны специальной эмульсией, которую растворяет только полиэфирная смола.
Замешивание смол, гелькоутов
Важно не отходить от рекомендаций производителя по пропорциям смолы и отвердителя, иначе, если отвердителя перельете смола может закипеть, либо кристаллизоваться намного быстрее, чем нанесете. Если меньше нальете, то рискуете испортить все, так как смола не кристаллизуется.
Смолы необходимо замешивать столько, что б можно было ее всю использовать за примерно 20 минут работы.
В идеальном варианте можно иметь весы электронные, в более простом – шприцы, большой на 20мл для смолы и инсулиновый для отвердителя.
Снятие формы (матрицы), разделители
Рабочая температура в помещении должна быть не менее 20 градусов по Цельсию.
Первым этапом необходимо определиться, будет ли матрица из одной части или нескольких. Для этого необходимо прикинуть, сможете ли вы вытащить болван из матрицы, не разрушив его.
Далее делаются поля из тонкого листового картона, либо из пластика, приклеиваются на пластилин либо термоклей по границе матрицы, если матрица будет состоять из нескольких частей то по границе первой части и последующих нечетных. Когда будут готовы эти части матрицы, необходимо будет удалить поля и завосковать оставшиеся части изделия и поля готовых частей матрицы. Так же желательно сделать бугорки из пластилина на полях для матрицы, что бы у самих полей матрицы были контрольные пазы.
Первым делом необходимо, что бы изделие или болван были чистыми. Далее наносится воск в несколько слоев с промежуточной сушкой и Конечной полировкой. После воскования и полировки желательно нанести поливиниловый спирт CRA губкой или мягкой тканью в один слой.
Пример создания матрицы и изделия из стеклопластика:

Формула расчёта материалов для изготовления:
Расчет веса материалов (х-это знак умножения)
Площадь поверхности х количество слоев х удельный вес стеклоткани = вес стеклоткани
Вес стеклоткани х 2 (где 2 отношение к смоле 1:2)= вес смолы
Площадь поверхности х 0,6(удельный вес гелькоата 0,6кг х 1м²)= вес гелькоата
Вес смолы х 0,03(удельный вес закрепителя0,03кг* х 1кг)= вес закрепителя
Вес стеклоткани + Вес смолы + Вес гелькоата + Вес закрепителя = Вес детали (будущей)
Ламинирование ручное
Ламинирование в матрице вакуумное – инжекция и просто пакет
к преимуществам вакуумной технологии можно отнести такие вещи как: меньший расход смолы, нестесненная по времени укладка стекломатериалов, намного проще работать со смолой, более лучшее соотношение смола/стекломатериалы, в результате чего получается более легко и крепкое изделие
Инжекция
технология состоит в том, что вакуум сам распределяет смолу по стекломатериалу, далее вакуум сохраняется до кристаллизации смолы.
предварительно необходимо по периметру матрицы приклеить спираль из пвх, с ее помощью вакуум будет равномерно по всей матрице засасывать смолу.
далее наносится гелькоут. после укладываются стекломатериалы в нужном количестве, далее укладывается на всю поверхность стекломатериала проводящий смолу слой, сверху на него впитывающий слой, далее из специальной пленки делается либо мешок, в который полностью входит матрица, либо пленка приклеивается по периметру матрицы. в пленке предусматриваются два отверстия, одно под сосок для вакуума, устанавливается впритык к вакуумной магистрали, второе под сосок для подачи смолы. возможны варианты с большим количеством резервуаров для подачи смолы, все зависит от конфигурации матрицы.
когда все подготовлено включается насос. при достижении максимального вакуума, открываем магистраль подачи смолы. при заполнении полностью всего стекломатериала подачу смолы прекращают. так же на вакуумной магистрали желательно предусмотреть резервуар под лишнюю смолу.
Инструменты для ручного ламинирования
для ручного ламинирования используются кисти флейцевые, валики металлические, металл.угловые, игольчатые
Инструменты и материалы для вакуумной инжекции
-насос вакуумный
-спираль пвх
-пропускающий слой
-впитывающий слой
-соски, трубочки
-пленка вакуумная
-герлен
Видео про стеклопластик на моем канале: You-Tube канал

Лодка из стеклопластика завоевала популярность своей долговечностью и надежностью. Стеклопластик обладает рядом значимых преимуществ перед другими материалами. Собрать судно можно быстро и без особых затрат. Лодка из стеклопластика своими руками – бюджетный и достойный вариант для поездок на рыбалку.
Предназначение и поэтапное изготовление
Пластиковое маломерное судно предназначено преимущественно для рыбалки. Его можно также использовать для водного туризма, спортивного направления. Условия эксплуатации лодки на воде: волна не более 60 см высотой, сила ветра – до 4 баллов по десятибалльной шкале. Судно из стеклопластика – это прекрасная альтернатива надувным лодкам.
На первом месте среди плюсов стоит прочность, которая превосходит данный показатель алюминиевой лодки того же класса. Такое судно прослужит долго, при должном уходе – до 20 лет.
Корпус из стеклопластика имеет отличную гидродинамику и форму, обладает высокими физико-химическими свойствами. Ремонт вполне осуществим своими руками. Одним из наиболее важных преимуществ пластиковой лодки является возможность ее изготовления в соответствии со своими желаниями.
Стеклопластик – единственный материал, позволяющий самому создать форму любой сложности. Самостоятельное конструирование днища дает возможность оснастить его реданами любой конфигурации. Можно добиться максимальной эффективности ходовых качеств судна, расположив реданы в наиболее подходящих местах. Кроме того, по дизайну самодельная лодка будет отражением характера ее владельца.
 Существует метод изготовления самодельной лодки из фанеры и стеклопластика, когда пластик используется лишь для наружного покрытия лодки. Но эта технология не оправдывает себя. Лежащий под пластиком слой фанеры быстро набирает влагу, что увеличивает вес судна. Происходит быстрое разрушение фанеры из-за воздействия микроорганизмов и процесса расслоения, ведь по прочности фанера значительно уступает пластику.
Существует метод изготовления самодельной лодки из фанеры и стеклопластика, когда пластик используется лишь для наружного покрытия лодки. Но эта технология не оправдывает себя. Лежащий под пластиком слой фанеры быстро набирает влагу, что увеличивает вес судна. Происходит быстрое разрушение фанеры из-за воздействия микроорганизмов и процесса расслоения, ведь по прочности фанера значительно уступает пластику.
Как сделать лодку? Аккуратно соблюдая все правила, даже новичок сможет осуществить эту задачу. Технологический процесс простой и бюджетный. Корпус судна создается за счет пропитанного полимерным составом армирующего наполнителя.
Материалы и чертеж
Сырьевые материалы, используемые в качестве армирующего наполнителя при изготовлении каркаса:
- основа корпуса, борта – ровинговые стеклоткани TP-07, TP-03, TP-056;
- локальное укрепление отдельно взятых участков – конструкционные стеклоткани T-11, T-13.
Стеклоткань бывает разных видов по типу плетения, размеру нитей. В основном выбирают «косое» или сатиновое плетение. Нити должны быть витыми. Продается материал в виде листов, рулонов, ленты.
 Стеклоткань продается пропитанной жирным составом. Чтобы ткань лучше пропитывалась связующим, замасливатель следует удалить при помощи бензина, уайт-спирита или ацетона. Обезжиренную ткань просушивают около 2-4-х часов на воздухе.
Стеклоткань продается пропитанной жирным составом. Чтобы ткань лучше пропитывалась связующим, замасливатель следует удалить при помощи бензина, уайт-спирита или ацетона. Обезжиренную ткань просушивают около 2-4-х часов на воздухе.
Для склеивания армирующего материала понадобится смола. В отрасли судостроения используется три разновидности смол: эпоксидные, винилэфирные, полиэфирные. Наиболее важные характеристики смол при строительстве стеклопластиковой лодки из любого типа волокна – это адгезия и пропитываемость.
Дешевым вариантом является использование полиэфирной смолы, позволяющей создать цельный элемент из стеклопластика за одну операцию. Можно применить смолу TM Ashland. Для создания декоративного, с защитными свойствами покрытия корпуса, понадобится гелькоут. Также потребуется фанера толщиной не менее 1,2 см, обладающая влагостойкостью.
Изготовление лодки невозможно без наличия грамотного чертежа. Проектирование будущего плавсредства можно осуществить с помощью программы Автокад. Сначала создается 3D модель, затем схемы шпангоутов, выкроек. Готовые чертежи берутся на специализированных сайтах, в интернете. Теперь можно начинать делать стеклопластиковую лодку своими руками.
Изготовление» корпуса
Раскрой ткани осуществляется отрезанием полотен, соответствующих длине корпуса. Полотна для укладывания вдоль ватерлинии и киля, не должны иметь стыков. Если произойдет удар о препятствие, то материал в этом месте способен задраться, а затем отслоиться. Следует оставлять припуски при раскрое по кромкам для укладывания внакрой. Чтобы сшить куски стеклоткани для получения необходимой длины, можно использовать стеклянные нитки, выдернутые из кромки материала, либо пропитанные олифой льняные.
Слой стекловолокна равномерно покрывается связующей полимерной смолой. Для этого рекомендуется пользоваться прикаточным валиком. Пузырьков воздуха необходимо избегать, так как оставшиеся в некоторых местах пустоты ослабляют конструкцию. Далее укладывается следующий слой стеклоткани по аналогичной схеме. Можно наносить до пяти слоев стеклопластика. Для получения более красивого верхнего слоя рекомендуется использовать специальный «верхний» стеклопластик.
Силовой каркас и пол
Чтобы усилить корпус необходимо проложить три деревянных бруска вдоль формы, которые затем покрывают двумя слоями стекловолокна. Монтаж шпангоутов производят через каждые 30 см, также нанося на них стеклоткань.
Необходимо создать двойное герметичное дно, делающее лодку непотопляемой даже в случае переворачивания. Пол обшивается фанерными листами с влагостойкими свойствами. Готовый пол покрывается парой слоев из армирующей ткани, с обязательной пропиткой полимерной смолой. Составу дают полностью высохнуть.
Завершающий этап
Остается извлечь готовую лодку из формы, обрезать припуски, зашлифовать поверхность, смонтировать крышу и брус для защиты бортов. Можно сделать также дополнительные элементы: сидения, весельные крепления, ящички. Используя стеклопластик, своими руками можно изготовить любые необходимые аксессуары для судна. После этого приступают к покраске.
Аналогичным методом изготавливаются своими руками катера из стеклопластика. Конечно, чертеж и конструкция катера сложнее, чем лодки, и усилий потребуется больше. Зато стоимость самоделки обойдется вполовину меньше, чем такого же готового судна.
Ремонт
Ремонтировать катер из стеклопластика или лодку требуется при возникновении типовых повреждений:
- дефекты декоративного слоя;
- трещины в корпусе;
- пробоины и полупробоины;
- расхождение углов;
- раковины.
 Основные материалы для ремонта: стеклоткань, эпоксидные смолы. Начиная ремонт, рекомендуется расположить поврежденное место ближе к горизонтальному уровню. Поверхность должна быть чистой, сухой, обезжиренной. Может потребоваться фен, технический или бытовой. Перед началом заделки дефектов стеклоткань необходимо обезжирить, прополоскав в растворителе, и хорошо высушить.
Основные материалы для ремонта: стеклоткань, эпоксидные смолы. Начиная ремонт, рекомендуется расположить поврежденное место ближе к горизонтальному уровню. Поверхность должна быть чистой, сухой, обезжиренной. Может потребоваться фен, технический или бытовой. Перед началом заделки дефектов стеклоткань необходимо обезжирить, прополоскав в растворителе, и хорошо высушить.
При аварийном ремонте не стоит сушить ее над костром, так как образуется копоть. Перед укладкой на повреждение стеклоткань пропитывается в разведенном компаунде (полиэфирной или эпоксидной смоле), после чего отжимается протягиванием между двумя палками. Место ремонта нужно зачистить крупной шкуркой до стеклотканевого слоя, сделав его слегка махровым.
Устранение повреждений
Мелкие повреждения в виде царапин заделываются эпоксидной смолой без наполнителя или грунтом. Царапину сквозного типа убирают методом шпаклевания компаундом с наполнителем, после чего обработанное место остается зашлифовать и закрасить.
 Мелкие трещины достаточно замазать эпоксидной смолой. Если треснул корпус, то с обеих сторон повреждения снимается декоративный слой до стеклоткани. После высушивания ее заполняют эпоксидной смолой. Для этого нажимают с каждой из сторон трещины, давая ей раскрыться, и промазывают. После этого края совмещают, фиксируют. Сверху, с обеих сторон, накладывают пропитанную компаундом полосу стеклоткани. После застывания место ремонта шлифуют, покрывают слоем смолы, снова шлифуют и красят.
Мелкие трещины достаточно замазать эпоксидной смолой. Если треснул корпус, то с обеих сторон повреждения снимается декоративный слой до стеклоткани. После высушивания ее заполняют эпоксидной смолой. Для этого нажимают с каждой из сторон трещины, давая ей раскрыться, и промазывают. После этого края совмещают, фиксируют. Сверху, с обеих сторон, накладывают пропитанную компаундом полосу стеклоткани. После застывания место ремонта шлифуют, покрывают слоем смолы, снова шлифуют и красят.
Полупробоина характеризуется проломом с оставшимся куском пластика. Если пролом небольшой, то нужно вправить торчащий кусок. Для этого необходимо обработать компаундом все поверхности. При помощи упора и киянки кусок ставится на место, при этом с одной стороны образуется выпуклость, а с другой – вмятина. На выпуклое место укладывается стеклоткань с пропиткой, фиксируется грузом. После полимеризации полупробоина шпаклюется смолой с наполнителем. Дальнейшие действия, шлифовка – укладка пропитанного листа, повторяются дважды. Затем осуществляется шлифовка и покраска.
Пробоина заделывается с помощью пенопластового пуансона, желательно по внешним обводам. Из толстой стеклоткани делаются несколько заплат с допусками от 3 до 5 мм, так, чтобы толщина пакета соответствовала толщине корпуса. После установки пуансона вклеиваются заплаты. Алгоритм дальнейших действий тот же, что и в предыдущих случаях.
 Расхождение углов устраняется аналогично заделке трещин, но берется стеклоткань в виде ленты. Раковина является самым неприятным видом повреждения. Иногда это дефект производства. Она может образоваться между слоями из-за попадания воды, которая распирает слои в зимнее время. Для ремонта понадобится вскрыть раковину, просверлив отверстие до попадания в полость.
Расхождение углов устраняется аналогично заделке трещин, но берется стеклоткань в виде ленты. Раковина является самым неприятным видом повреждения. Иногда это дефект производства. Она может образоваться между слоями из-за попадания воды, которая распирает слои в зимнее время. Для ремонта понадобится вскрыть раковину, просверлив отверстие до попадания в полость.
Затем делается широкий разрез (до 5 мм) в месте ее наибольшего размера. Вскрытая полость просушивается феном, заполняется компаундом при помощи шприца. Обработанная раковина зажимается в пресс. Затем совершается привычный алгоритм шпаклевки, шлифовки и покраски.
Стеклопластик является прекрасным материалом для изготовления лодок и катеров, доступным в применении. Изготовленные своими руками стеклопластиковые лодки получаются долговечными и прочными, легкими в ремонте. Следует учитывать, что компоненты используемых в работе материалов не безопасны для здоровья. Необходимо работать в резиновых перчатках, защитных масках, очках, в хорошо проветриваемом месте.
>