МарКон — Завод тормозных колодок
09.06.2017Политика производственного импортозамещения продолжается который год, однако основные успехи пока достигаются лишь на пищевом рынке. А вот производственная сфера развивается медленно, компонентная — еще и неохотно. Представители западных компаний, хотя и постепенно внедряются в производство, регулярно жалуются на отсутствие то условий, то нужного отечественного сырья. Могло бы показаться, что так у нас везде, однако компания «МарКон», например, с 1991 года занимается производством тормозных колодок в России. О том, почему отечественному производителю ничего не мешает, рассказал генеральный директор ООО «Завод Маркон» Сергей Чумаков (на фото вверху).
 — Вы выпускаете тормозные колодки с 1991 года. Почему выбор пал именно на колодки, а не на амортизаторы, например, или другие востребованные компоненты?
— Вы выпускаете тормозные колодки с 1991 года. Почему выбор пал именно на колодки, а не на амортизаторы, например, или другие востребованные компоненты?— В 1989 году ко мне подошел товарищ, показал колодку с наклепанным куском резины от старой транспортерной ленты и спросил: «Как ты думаешь, будет тормозить? Вот, купил на свой мерседес…» С этого все и началось. Отечественным производителям дисковых тормозных колодок в «свободные 90-е» нечего было предложить владельцам подержанных иномарок. И эта ниша запчастей на рынке с каждым годом только увеличивалась. Я рассудил так: колодка — конструкция примитивная, и независимо от того, для жигулей или для мерседеса она сделана, материалы на нее идут в принципе одни и те же. И рискнул начать производство тормозных колодок практически с нуля. На тот момент у меня уже был опыт инженера, производственника, управленца. А еще было давнее желание создать свой бизнес.

Покрасочная линия
— Вы сразу отдали приоритет иномаркам или работа с отечественными машинами тоже ведется?
— На момент вступления в рынок в стране было пять заводов, которые умели выпускать всего шесть видов дисковых колодок, зато в больших количествах. Это было напрямую связано с неизменной конструкцией тормозных узлов на российских автомобилях. Ни одно предприятие не было в состоянии оперативно отреагировать на потребность рынка и начать выпускать огромный ассортимент иномарочных колодок малыми партиями. На это и была сделана ставка. «МарКон» в первые три года наладил выпуск колодок на самые популярные тогда иномарки: Toyota Corolla, Volkswagen Passat, Mercedes W124, Audi 80, Opel Astra и другие. За первые 10 лет мы увеличили ассортимент до 110 наименований, а за 25 лет освоили уже более 400 типов колодок. Колодки на отечественные авто мы начали выпускать гораздо позже, когда задались целью поставлять продукцию на автосборочные конвейеры.
— Вы работаете только для вторичного сегмента или есть договора с кем-то из производителей в России?
— Изначально мы делали колодки для вторичного рынка. Но перед нами всегда стояла цель: выпускать продукцию в качестве ОЕ — Original equipment. Наши колодки успешно прошли ходовые и стендовые испытания на всех автосборочных конвейерах, и с 2001 по 2013 год мы были поставщиками конвейеров АвтоВАЗа, УАЗа, ЗИЛа, «ИжАвто» и «Русской механики». В настоящее время являемся поставщиками таких производителей, как АМО ЗИЛ, «Русская механика» и «Коммерческие автомобили — Группа ГАЗ».


Безынерционные испытательные стенды БИНС-1 (слева) и БИНС-2
— Насколько сложно было работать на начальном этапе? Какие трудности были с отладкой производства, со сбытом, с конкурентами, с браком?
— Начальный этап был безумно сложным. Предприятие строилось и развивалось практически на энтузиазме и профессионализме его первых сотрудников. Была только идея, к которой нужно было приложить и производственные площади, и оборудование, и персонал, и рынок сбыта. Но главное — деньги. Чтобы открыть счет в банке, мне пришлось заложить в ломбарде некоторые личные вещи. Кредиты брали у частных лиц под 180%. Оборудование арендовали на действующих заводах Ярославля, сборка и упаковка производилась в гараже. Брака не было.
Готовые колодки я по выходным сам отвозил в Москву, развозил там по рынкам и ларькам, собирал отзывы, изучал спрос, попутно сам же и испытывал их на трассе, проделывая 25 торможений каждые 45 секунд со скорости 100 км/ч. За качество своей продукции буквально отвечал головой. Конкурентами «МарКона» на рынке в то время были ведущие мировые производители с многолетней безупречной репутацией: Lucas, Ferodo и ATE. Но у нас были свои преимущества: наличие на складе, скорость доставки и, конечно, цена.


Прессформы и пресс
— Производственное оборудование и сырье — это все импортное или есть что-то отечественное? Какова приблизительная доля локализации вашей продукции?
— В начале 90-х свой первый цех на арендованной площади мы оснащали, как могли: смесь делали в бетономешалке, для вулканизации купили хлебопекарную печь. Прессы для формования искали по всей стране: из трех списанных собирали один действующий. Сырье закупалось только отечественное.
Сейчас ситуация другая: смесители — немецкие, печи — итальянские, станки — канадские. Но прессы и еще довольно много различного оборудования разработано и изготовлено для нас под заказ на предприятиях России. Оснастка — вообще вся отечественная. Из сырья за границей приходится закупать сурьму и арамидное волокно. Долю локализации импорта мы оцениваем в 30%.
— Какие годы были для вас самыми успешными и с чем вы это связываете?
— Самыми интересными в плане реализации идей, инженерных знаний, накопления опыта, налаживания торговой сети, конечно, были первые годы становления производства. В начале 2000-х автомобильный рынок показывал рост 10% в год. Мы же тогда росли на 25-30% ежегодно! Самым удивительным годом стал кризисный 2008-й. Наши дилеры, спасая свои деньги, выкупили у нас все складские запасы. А мы благодаря этому за год погасили пятилетний кредит на приобретение основного производственного корпуса.

— Сейчас идет третий год кризиса. Насколько сильно он сказался на вашей деятельности? Какие меры вы приняли, чтобы минимизировать его последствия?
— Наше предприятие вообще выросло не «благодаря», а «вопреки», поэтому для «МарКона» этот кризис не опаснее других. Изменение экономической ситуации в стране отразилось прежде всего на тех предприятиях, которые работали на заемные средства, — вот им действительно тяжело пришлось. А «МарКон» использует собственные средства и рассчитывает всегда только на свои силы и ресурсы, поэтому от каких-то внешних факторов особо не зависит.
— Есть ли в ваших планах выход на производство других товарных групп?
— Производство дисковых тормозных колодок весьма специфично: и по сырью, и по оснастке, и по оборудованию, и по испытаниям. Готовая продукция требует обязательной сертификации. Встроить в существующее производство какое-то другое изделие, даже, например, барабанные тормозные колодки, практически невозможно. Правильнее делать то, что умеешь делать хорошо, и стремиться это делать лучше других.

Печь для вулканизации
— Насколько сильна конкуренция сегодня? Чем вы переманиваете покупателей у именитых западных компаний?
— Конкуренция на рынке тормозных колодок и сильна, и велика. По-прежнему представлены самые авторитетные производители — Brembo, ATE, Ferodo, и есть еще более двух десятков известных европейских и азиатских фирм, предлагающих стабильное заводское качество. Все участники этого рынка, и мы в их числе, четко дифференцированы по ценовым нишам. При этом на рынке ежегодно появляются и исчезают все новые и новые имена из Китая с «акционной» политикой цен, и многие — без гарантии качества.
Для «МарКона», например, мелкие компании, которые завозят из Китая колодки сомнительного качества и продают их по бросовым ценам, не являются конкурентами. Но их деятельность мы расцениваем как нанесение вреда конечным потребителям, которые доверяют свою безопасность непрофессионалам, тратя свои кровные деньги на хлам, который и сертификацию-то редко проходит. Такие компании преследуют только одну цель — быстро «обернуть» деньги, не принимая во внимание самое главное: от того, что установит человек в свой автомобиль, напрямую зависит его жизнь. Поэтому беспокойство вызывает только будущее покупателей таких «колодок», а сами эти мелкие импортеры свое будущее себе уже выбрали.
Если говорить о здоровой конкуренции, то даже на таком плотном рынке можно получить преимущество — грамотно мониторя мировую автоиндустрию, первыми выпускать колодки на самые новые модели авто. Наш завод уже 25 лет поддерживает именно такой путь развития. К сожалению, у нас нет конкурентов среди российских производителей. Все существующие в России заводы выпускают свой небольшой узконаправленный ассортимент колодок.

Технологический контроль
— Какие у вас планы на среднесрочную перспективу: расширение ассортимента, выход на другие рынки, работа с автопроизводителями, усиление маркетинга и пиара?
— Мировые автопроизводители ежегодно обновляют свой модельный ряд автомобилей, и мы за всеми этими обновлениями должны успевать, осваивая ежегодно от 15 до 40 новых типов колодок.
У нас сложилась надежная дилерская сеть в России и Казахстане. Сейчас мы выходим на другие рынки Таможенного союза и уже поставляем колодки в Армению, Грузию, Азербайджан.
Компания «МарКон» также планирует продолжать участвовать в тендерах автопроизводителей России, укреплять существующие партнерские связи, поддерживать свое доброе имя стабильно высоким качеством выпускаемых тормозных колодок.
Илья Огородников, журнал «ДВИЖОК», июнь 2017 #53
Как выглядит производство тормозных колодок

Многие не задумываются о том, какое значение в безопасности движения имеют тормозные колодки. Зачастую при ТО мы пытаемся сэкономить, и вместо рекомендованного производителем «оригинала» выбираем неоригинальные колодки известных марок – поставщиков для разных конвейеров, либо что-нибудь еще попроще.
Действительно, зачем переплачивать, особенно, если вы ездите аккуратно? А если что-то случится, например, экстренное торможение, окончившееся в бампере впереди идущего авто, то винить вы, скорее всего, будете не колодки, а самого себя. Даже если причина, на самом деле, в плохих колодках.
Вместе с тем, даже покупка колодок с известным брендом на этикетке не гарантирует высоких и стабильных характеристик. Процент подделок на этом рынке очень высок, и купить «левак» можно на любой популярной интернет-площадке и в практически любом магазине автозапчастей.
Впрочем, о подделках мы поговорим в другой раз, а сегодня я предлагаю перенестись на производство и посмотреть, как в России делают тормозные колодки. Специально для этого я отправился в город Тверь, где в промзоне на окраине расположен небольшой «колодочный» завод.
О производстве тормозных колодок
История этого производства началась в 2011 году, когда один из европейских «автокомпонентных» брендов решил открыть в России завод по производству тормозных колодок для поставки на конвейеры автозаводов, выпускающих автомобили иностранных марок. Таким образом, производители могли бы увеличить процент локализации своих автомобилей в том числе за счет колодок.
Производство было спроектировано европейскими специалистами. Был осуществлен подбор оборудования, разработана оптимальная рецептура фрикционных смесей.

Продукция перемещается по технологической цепочке на тележках как в супермаркете. В условиях небольшого производства это оказалось очень удобно. Такое вот ноу-хау!
Кризис внес свои коррективы – долгожданных заказов от автозаводов не последовало, и вскоре доля иностранцев в бизнесе была выкуплена российскими партнерами. В 2014 году началась история торговой марки Kotl, работающей на вторичный рынок. Сегодня мощность производства составляет 500 000 комплектов колодок в год, на заводе работает 58 сотрудников. Номенклатура составляет 225 наименований колодок, преимущественно, для иномарок.
Теперь пройдемся по технологической цепочке.
Каркас колодки
Тормозная колодка состоит из металлического каркаса и приформованной к ней фрикционной части. Соответственно, первый этап – это изготовление каркаса.

Процесс вырубки и механической обработки каркасов
Большую часть из используемых каркасов делают тут же, на заводе. При помощью вырубных штампов, механических и гидравлических прессов из листового металлопроката производства НЛМК формируется сам каркас, а также соответствующие элементы к нему — пазы для крепления аксессуаров, отверстия для электрических датчиков и так далее.

От листа металла — до заготовки каркаса
Часть каркасов закупается на стороне – в основном, это каркасы для отечественных автомобилей, которые широко распространены, что позволяет сэкономить на штампах, которые, к слову, на заводе изготавливают самостоятельно, используя в том числе электроэрозионные и фрезерные станки с ЧПУ.

Изготовление оснастки и пресс-формы
Часть «сторонних» каркасов выполнена методом лазерной резки.
Фрикционная смесь
Основная задача для производителя колодок для массовых автомобилей – это сохранение стабильности коэффициента трения, независимо от степени нагрева колодок.
Оптимальным показателем КТ является диапазон от 0.35 до 0.45. Многие производители, в том числе, KOTL, маркируют свои колодки по системе SAE двухбуквенным индексом. Например, FF означает что указанный выше диапазон коэффициента трения сохраняется и при холодной колодке, и на средней нагретости, и на горячей. Некоторые компании проводят испытания самостоятельно, в данном случае, испытания по температурным диапазонам проводятся в НАМИ в рамках сертификации продукции.
Применяемые фрикционные смеси относятся к классу низкометаллических. Состав смеси, соотношение компонентов, и, самое главное, режим прессования – все это напрямую влияет на характеристики, поэтому именно здесь и скрыта важная часть ноу-хау компании.
Фрикционная смесь – это микс из модификаторов трения, структуро-образующих веществ и наполнителей. Когда-то в качестве матрице-образующего материала широко применялся асбест, обладающий очень хорошими характеристиками стабильности и теплоотвода, но позже он был признан канцерогеном, и его использование во фрикционной промышленности было прекращено.
Вместо асбеста сегодня для создания матрицы используются различные синтетические волокна – арамидные, полиакрилатнитридные. Технологи KOTL для своих смесей выбрали более дорогой, но оптимальный с точки зрения свойств материал – оригинальный кевлар, производимый американской компанией Dupont. На вопрос, почему кевлар – не российского производства, руководители пожимают плечами, мол, весь российский кевлар идет на производство бронежилетов, и все, что доступно на рынке – измельченный «вторичный» кевлар, получаемый из содержимого списанных бронежилетов. По свойствам такой материал серьезно уступает «первичному» кевлару, зато дает право производителю гордо написать «кевлар» в рекламе.

Кевлар, металлошерсть, пыль трения и готовая фрикционная смесь
Кевлар организует структурную матрицу. В качестве наполнителей используются различные бариты и мелы. В состав смеси также входят модификаторы трения. Например, медный порошок предназначен для лучшего теплоотвода и стабилизации трения. Еще один важный компонент – так называемая пыль трения, представляющая собой измельчённую скорлупу орехов кешью. Этот продукт используется фрикционщиками испокон веков, производят пыль трения в Индии.
Также в состав смеси входит металлошерсть — рубленое металлическое волокно. В России данный продукт в хорошем качестве не производится, и его поставляют из Китая (где его делают из российской проволоки). Крупнейшее европейское производство металлошерсти расположено в Боснии.
Кроме кевлара, металлошерсти и пыли трения, все остальные компоненты фрикционной смеси (графит, сера, силикат циркония, барит и т.д.) производятся в России.

Формирование смеси происходит в специальном миксере
Компоненты смеси смешиваются в определенной пропорции (согласно технологической карте) в специальном миксере по особой программе. После этого смесь выстаивается, и попадает в цех прессования.
Прессование
Этот этап начинается с предпроизводственной подготовки ранее изготовленных каркасов. Они подвергаются машинной дробеструйной очистке – удаляются окалины, окислы и заусенцы.

Дробеструйная установка
Формируется поверхность для максимальной адгезивности.

Каркасы до и после дробеструйной обработки
Далее на каркас наносится термостабилизационный клей (российского производства). Подготовленные таким образом каркасы поступают на участок прессования, где смесь соединяется с каркасом.

Смесь засыпается в изготовленные в слесарном цеху специальные пресс-формы (уникальные для каждой модели колодок), после чего сверху устанавливается каркас и пресс начинает свою работу.

Горячее формование
Прессование выполняется «горячим» методом, для того чтобы уже на первом этапе сформировалась структура смеси, вышли первоначальные газы, обусловленные присутствием в составе фенольной смолы. В процессе происходит несколько «подпрессовок», несколько «прогазовок». При помощи пирометров контролируется температура. Также под контролем находится высота, чтобы не было недо- или перепрессовок. Управляемая компьютером программа прессования, соответствующая конкретной технологической карте – еще одно ноу-хау компании.
После прессования колодки попадают на участок термостабилизации.
Термостабилизация
Программа термостабилизации – это чередование режимов нагрева и остывания. Процесс происходит в специальной печи и занимает от 8 до 12 часов, в зависимости от типа колодки и ее назначения. Например, колодки для коммерческого транспорта «прожигаются» дольше, и при более высокой температуре. Печь работает в автоматическом режиме по технологической карте.

Печь для термостабилизации
Необходимая температура выдерживается при помощи термодатчиков, расположенных в четырех рабочих зонах. В случае выхода показателей за пределы нормы, печь автоматически отключается, отправляя соответствующий сигнал в управляющую систему. Все параметры и логи процессов сохраняются в облачной системе, к которой инженеры и руководители производства имеют удаленный доступ.
В процессе термостабилизации происходит окончательное спекание смол и формирование структуры колодки. После этого колодки будут практически готовы к использованию – для их приработки будет достаточно 20-30 обычных торможений.
Производственники особенно подчеркивают, что высокие характеристики достигаются без использования так называемого «скорчинга» — «ударного» нагрева контактной части колодки до 650-700 градусов Цельсия. С точки зрения тверских инженеров, этот «стрессовый» процесс не идет на пользу материалу колодок, в отличие от другой, также используемой на производстве, технологии – аналога разработки COTEC от TRW.
Специальное покрытие, нанесенное на рабочую поверхность, позволяет добиться максимального коэффициента трения с первого нажатия педали тормоза. Из-за высокой стоимости данное покрытие применяется только на «премиальных» колодках (отличить их легко по цветному покрытию рабочей поверхности колодки).

Колодки со специальным покрытием не требуют приработки и эффективны с первого нажатия на педаль.
Но не будем отходить от темы, ведь нас ждет следующий этап жизненного цикла тормозной колодки – механическая обработка.
Механическая обработка
На данном этапе происходит окончательное формирование размера колодки по ее габариту, рекомендованному производителем тормозной системы либо автомобиля, придание ей необходимого внешнего вида, формирование пропилов (для отвода «мусора») или скосов (для лучшей притирки и снижения шумовой нагрузки).


После этого колодки направляются на покраску.
Покраска
На данном этапе на колодки наносится антикоррозионное покрытие методом порошкового напыления полимерной краски в туннельной печи конвейерного типа.

Процесс практически полностью автоматизирован, благодаря чему достигается высокое качество покраски. Процесс прохождения конвейера занимает около 45 минут. После этого мы получаем практически готовый продукт – осталось установить аксессуары и нанести маркировку.

На каждом этапе осуществляется визуальный контроль качества.
Комплектация
На финальном этапе происходит маркировка колодок и установка аксессуаров – датчиков износа (механических или электрических), пружинки, противошумные пластины. Поставщиком аксессуаров выступает итальянская компания Daico – китайские комплектующие имеют нестабильное качество, а в России производятся лишь самые простые виды «навески».

Примечательно, что маркировка на колодке позволяет проследить весь ее путь по производству – не только конкретную технологическую карту, но и логи производимых процессов по данной партии.

Колодки закатываются в термовакуумную пленку, после чего упаковываются в коробки. Коробки отправляются на склад, а оттуда – к потребителям, но лишь после того, как образцы партии пройдут тестирование.
Тестирование
Образцы каждой партии колодок направляются в собственную технологическую лабораторию на тестирование по ряду показателей.

Проводятся тесты колодок на отрыв, сжимаемость, изменение толщины в зависимости от температуры, коэффициент трения при различной температуре. Лишь после успешного прохождения всех тестов партия колодок готова к отгрузке.
Источник
Как выглядит производство тормозных колодок
5 (100%) 2 голос[а]Производство тормозных колодок в России КЁТЛ
Компания Kötl является российским производителем колодок дискового тормоза для легкового и легкого коммерческого транспорта.
Компания ведет свою историю с 2011 г., когда группа европейских инвесторов, обладающая значительными активами в производствах автозапчастей в Европе, решила открыть кластер производств автокомпонентов в России и начала с завода по производству фрикционных колодок дискового тормоза.
Это решение было обусловлено тем, что к тому времени на территории Российской Федерации было уже открыто много зарубежных автомобильных производств, таких как Volkswagen, Ford, Toyota, GM, Nissan и др. Каждое из них имело программу локализации производства комплектующих вследствие правительственных требований и конечно было заинтересовано в появлении на территории РФ компании-поставщика авто компонентов мирового уровня.
В конце 2012 г. предприятие Kötl начало производство тормозных колодок в России. Были проработаны поставки (продукция прошла омологацию) на некоторые сборочные автомобильные конвейера внутри Российской Федерации и начаты отгрузки продукции некоторым европейским брэндам автозапчастей для продажи.
Однако в 2014 г. европейские инвесторы решили уйти из России в связи со сложной обстановкой в политической и экономической сферах. В результате работающий завод по производству фрикционных колодок дискового тормоза был приобретен российским инвестором отчасти и благодаря программе по импортозамещению Министерства Промышленности РФ.
При этом условия контракта гарантировали длительное сопровождение контроля качества и технологии европейскими технологами, а российская сторона обязалась сохранять технологический уровень производства и качество готовых изделий на прежнем уровне с целью продолжения осуществления долгосрочных контрактов, заключенных предыдущим собственником.
Таким образом продукция нашего предприятия по своим техническим характеристикам вполне сопоставима с европейской, так как сделана по европейским технологиям на оборудовании, удовлетворяющем строгого потребителя в лице автопроизводителей. Мы предлагаем высокое качество по разумной цене, так как работаем в России. Наша цена сопоставима по цене с азиатской продукцией, которая существенно проигрывает в таких потребительских свойствах как комфорт, безопасность и экономичность. Ни для кого не секрет, что при поставках в Россию за красивой упаковкой многих известных европейских и японских брендов прячется китайская продукция низкого качества! Мы предлагаем честный продукт высокого уровня по доступной цене.
Торговая марка Kötl — это надежная российская продукция с европейским качеством.
Экология
Мы стремимся не только выполнить требования законодательства, но и свести к минимуму воздействие на окружающую среду и здоровье людей, снижая количество отходов и выбросов, более ответственно используя природные ресурсы и сохраняя природные экосистемы. Компания Kötl считает важнейшей задачей руководствоваться основополагающими принципами в вопросах экологии:
- признание конституционного права человека на благоприятную окружающую среду;
- безусловное выполнение требований законодательства и международных договоров, стандартов и правил в области природопользования, охраны окружающей среды и экологической безопасности;
- сокращение образования отходов производства и экологически безопасное обращение с ними;
- приоритет принятия предупредительных мер над мерами по ликвидации экологических негативных воздействий;
- рациональное использование природных ресурсов на всех этапах производственной деятельности Компании.
Социальная ответственность
Основной целью социальной политики компании является производство необходимой обществу безопасной продукции в объемах и ассортименте соответствующему потребностям динамично меняющегося рынка и запросам партнеров.
Решение социальных проблем занятых в производстве наемных работников также является одним из главных аспектов деятельности компании.
- компания предоставляет рабочие места с конкурентоспособной оплатой труда;
- обеспечивает работникам безопасные условия труда, отвечающие современным требованиям;
- cоздает социально-бытовые условия на производстве с приоритетом безопасности работников и сохранения их здоровья;
- предоставляет полное содействие всестороннему профессиональному развитию сотрудников и повышению их квалификации;
- несет ответственность перед партнерами компании и ее инвесторами.
Компания организовывает свое производство максимально эффективным образом с применением ресурсосберегающих технологий и оптимальным распределением рабочей силы.
Охрана Труда
Одной из основных задач компании является обеспечение безопасных и здоровых условий труда на всех рабочих местах предприятия – при эксплуатации оборудования, осуществлении технологических процессов, а также использование применяемых в производстве инструментов, сырья и материалов в соответствии с действующим законодательством в области охраны труда.
Достигается это путем систематического проведения комплекса организационно-технических, санитарно-гигиенических и других мероприятий в соответствии с действующим законодательством. На предприятии организована система проведения производственного контроля за состоянием условий и охраны труда, приобретается и своевременно выдается сертифицированная специальная одежда, специальная обувь и другие средства индивидуальной защиты в соответствии с установленными нормами в области охраны труда.
Производство тормозных колодок в России
Производители тормозных колодок на рынке России предлагают достаточно большой выбор своих изделий разного уровня качества. Колодки Kötl производят только из высококачественных материалов, которые прошли специальную проверку и соответствуют европейским стандартам компании. Тормозные колодки Kötl это:
- высокое качество;
- стабильность работы тормозной системы;
- надежность;
- уверенность в работе автомобиля;
- долгий срок службы.
Руководство нашей компании продолжает работать над совершенствованием качества продукции, современное оборудование для производства тормозных колодок регулярно обновляется. Производство тормозных колодок в России отвечает высоким европейским стандартам. Сотрудники компании стремятся не только поддерживать текущее качество производимых тормозных колодок, но и постоянно работают над развитием своего бренда и выпускаемых изделий.
Производство Brembo, часть 2: изучаем завод суппортов
В прошлый раз мы побывали на фабрике, которая занимается производством тормозных дисков Brembo. Теперь пришло время отправиться в городок Курно в предместье Бергамо. Здесь находится не только штаб-квартира известного на весь мир производителя тормозов, но и его завод по выпуску суппортов. Смотрим своими глазами на процесс производства.

Напомним, что компания Brembo является предприятием полного цикла, начиная от металлургического производства и заканчивая упаковкой продукции для афтермаркета. У него вообще нет внешних поставщиков: в Brembo абсолютно все делают и контролируют сами. Собственно, это одна из главных причин высочайшего уровня качества и мирового признания компании.

Что касается суппортов, то с точки зрения технологии производства корпуса они делятся на два вида: составные и моноблочные.. Композитный двусоставной суппорт обрабатывается на одном станке и затем собирается в единое целое при помощи болтов. Для моноблочного суппорта нужно уже два станка: на одном обрабатываются наружные части, на другом — внутренние. Основная проблема в том, чтобы качественно обработать места, куда будут установлены поршни. Специально для этого был разработан робот, который может выполнить подобную работу.

Кстати, вся линия по обработке суппортов полностью автоматизирована, то есть работает вообще без оператора. В начале линии располагается робот, который замеряет все размеры заготовки суппорта в трехмерном измерении. Это нужно для того, чтобы внести корректировки в дальнейшую обработку конкретной заготовки. Раньше этим занимался оператор, теперь же он только загружает заготовки на линию, а далее все автоматически делает машина.В ближайшее время даже процесс загрузки предполагается автоматизировать. Робот будет контролировать уровень загрузки линии и заполнять ее при необходимости.
Производство суппортов работает 24 часа в сутки в три смены. Начинают в 6:00 в понедельник и заканчивают в 18:00 в субботу. Воскресенье — выходной
После обработки заготовок сразу идет зона контроля, где помимо автоматической сверки на линии осуществляется и выборочный контроль качества сотрудником компании. Затем все заготовки суппортов моются под высоким давлением и помещают на специальную раму, чтобы отправить на анодирование.


Анодирование — это процесс получения оксидной пленки, которая выполняет защитные функции, в частности оберегает изделие от коррозии и внешних воздействий (соли, реагентов, гидравлических жидкостей), а также придает конечному продукту эстетический вид.
Интересно, что окрашивание в базовые цвета в ходе анодирования сопровождается фирменным процессом фиксации краски, благодаря которому цвет суппорта сохраняется весь срок его службы. Как именно это делается, компания Brembo хранит в секрете.

Базовая окраска — 80% суппортов красится в черный цвет, в серый и тёмно-серый — 19%, 1% — голубой цвет для одного заказчика — Maserati.
Линия порошкового окрашивания
На предприятии находится отдельная специальная линия порошкового окрашивания суппортов. Здесь окрашивают суппорта, например, для одного известного немецкого автомобильного бренда. Само собой, линия полностью автоматизированная, все операции делают роботы.
В зеленый цвет Brembo красит суппорты для только для гибридных версий
После окрашивания и сушки на суппорт наносится логотип — Brembo или компании-заказчика, в соответствии с коммерческим договором. Интересный момент: машина для нанесения логотипа использует всего четыре цвета. Логотип в четырех цветах наносится только для М-серии BMW.
На этом конкретном производстве выпускается около 2,5 миллиона суппортов в год.

Цех производства тормозных колодок
Производство колодок расположено в отдельном цехе.
Линия по изготовлению тормозных колодок, в отличие от механической обработки дисков или суппортов, не такое эффектное и, в силу самого технологического процесса, достаточно закрытое от глаз производство. В одной части варится фрикционная смесь, которая поступает в формы, находящиеся в другой, нижней части линии. Там, после нанесения смеси на подготовленные специальным образом для лучшей адгезии металлические каркасы, колодки формуют под давлением. Затем их отправляют в печь, где проходит процесс запекания для того, чтобы все компоненты фрикционной смеси соединились воедино. Далее те колодки, для которых предусмотрено спецификацией, отправляются на специальную термическую обработку – скорчинг. В финале готовые колодки ожидает покраска и маркировка.

Рецепты фрикционных смесей у Brembo свои. Компания закупает порядка трехсот различных компонентов, которые используются для приготовления 40 различных рецептур смеси.
Стоит обратить внимание, что многие автопроизводители сотрудничают не с одним поставщиком колодок, потому, согласно контрактам, в суппортах Brembo при поставке на конвейер могут стоять тормозные колодки и других производителей.
Сборочный цех
Здесь же, в Курно, находится центральная сборочная линия суппортов, на которой изучают и улучшают все процессы сборки, чтобы в дальнейшем перенести опыт на другие производственные площадки Brembo.

Сборка начинается с установки в суппорт штуцеров для прокачки тормозной системы, а далее лазером наносятся данные (серийный номер, номер партии, дата производства и т. д.), по которым в дальнейшем можно отследить всю историю производства конкретного суппорта.
На следующем этапе суппорт попадает на проверочный стенд, где в тормозной контур под давлением через установленные на первом этапе штуцеры подается воздух. Как только суппорт прошел тестирование и проверку, робот наносит в отверстия для тормозных поршней небольшое количество смазки, после чего суппорт отправляется на установку манжет, поршней, пыльников и прочих компонентов.

Далее суппорт попадает на стенд, где испытывается на высокое давление и деформацию. Его тестируют под давлением 200 бар, после чего проверяют все параметры на наличие деформаций и повреждений. Если все хорошо, то суппорт попадает на вакуумный тест.
Ну а затем идет уже финальная сборка, когда устанавливаются пружины, направляющие пальцы и остальные детали. Оператор только контролирует подачу комплектующих на линию, а установка осуществляется роботами. На финальном этапе суппорты упаковывают и отправляют клиенту.


Программа «Индустрия 4.0»
Все производственные линии подсоединены к единой сети и базе данных Brembo. В режиме онлайн можно отследить каждое изделие, на какой производственной стадии оно находится. Данные на мониторе отображаются в реальном времени. После регистрации суппорта все сведения по нему попадают в базу данных и отслеживаются программой.
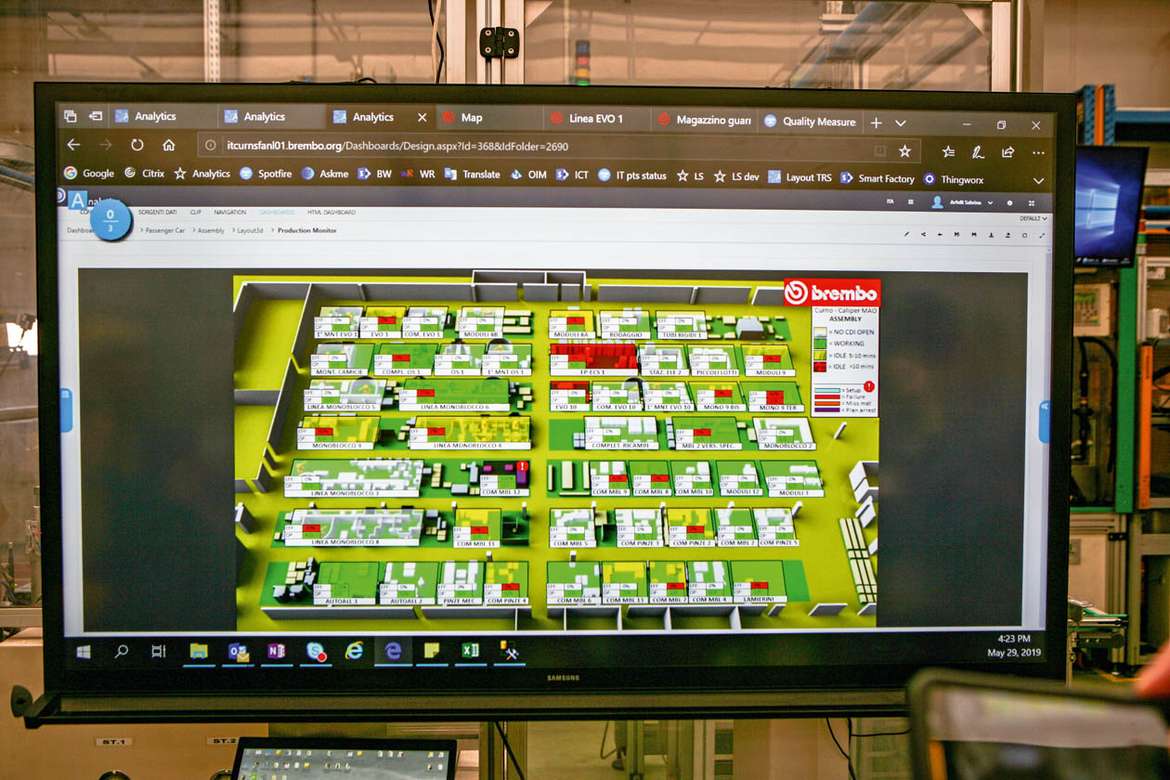
Также программа «Индустрия 4.0» позволяет видеть, какое количество деталей на данный момент находится на конкретной линии, какой артикул сейчас производится, какое количество изготовлено в текущую смену, текущее состояние линии и т.д. Это инструмент, который позволяет полностью следить за процессом производства, получая и анализируя детальную информацию по продуктам.
В дальнейшем на базе программы планируется внедрение интерактивной видеоинструкции для подготовки производственного персонала, где будут пошагово показаны все этапы производства.
Испытательный центр Brembo
В знаменитом технологическом парке Kilometro Rosso, в городке Стеццано, также расположенном недалеко от Бергамо, находится испытательный департамент Brembo. Это тестовая площадка для всех видов транспорта — от мотоциклов до грузовых автомобилей. Обычно процесс происходит следующим образом: сюда доставляются транспортные средства, на которые устанавливаются различные тормозные системы, и затем проводится цикл всевозможных испытаний, чтобы в дальнейшем разработать наиболее эффективные и подходящие под требования тормозные механизмы.
На испытания попадают как предпроизводственные прототипы автомобилей, так и серийные образцы, которым требуется усовершенствование тормозной системы. Например, новый суппорт с улучшенной системой охлаждения или 10-поршневые суппорта с карбон-керамическими дисками и плавающей центральной частью для «заряженных» версий автомобилей премиум-класса.
Здесь же находится передовая лаборатория Brembo Mehatronic Lab, про которую можно без преувеличения сказать, что здесь занимаются будущим торможения.

Тормозные колодки, тормозные накладки Набережные Челны
Новинки тормозных колодокНовинки колодок для легковых автомобилей
Новинки дисковых колодок
Новинки ремонтных комплектов
Новинки тормозных барабанов
Новинки тормозных накладок
Новинки энергоаккумуляторов
Добро пожаловать на сайт ООО НПО «Завод тормозных механизмов»!
ООО НПО «ЗТМ» имеет многолетний опыт производства изделий, качество которых подтверждено сертификатами и благодарными отзывами клиентов. Наша компания рада предложить своим клиентам тормозные колодки и ремонтные комплекты тормозных накладок:
- для иностранных автомобилей: BPW, SAF, ROR, COUNTY и т.д.
- для отечественных автомобилей: КАМАЗ, ЗИЛ, МАЗ, ПАЗ, УРАЛ, УАЗ и т.д.
Заглянув в наш каталог, вы найдете огромный выбор изделий: тормозные накладки и тормозные колодки, которые подойдут для любого автотранспортного средства. Ассортимент представленного товара способен удовлетворить запросы каждого посетителя, у нас вы непременно подберете то, что подойдет вам по характеристикам и стоимости.
У покупателя есть возможность ознакомиться с полным списком реализуемых изделий: посмотреть, как выглядят колодки тормозные передние, задние, а также изучить их технические и эксплуатационные свойства. Здесь же указаны цены на нашу продукцию в г. Набережные Челны. Чтобы купить тормозные колодки и накладки, следует оформить заказ. Наши сотрудники учтут все пожелания клиента и доставят продукцию в строго назначенные сроки.
География продаж:
Татарстан: Казань, Набережные Челны, Нижнекамск, Елабуга, Альметьевск.
Россия: Москва, Санкт-Петербург, Нижний Новгород, Уфа, Самара, Йошкар-Ола, Пермь, Екатеринбург, Челябинск, Воронеж, Саратов, Волгоград, Ростов-на-Дону, Краснодар, Омск, Сургут, Норильск, Красноярск, Новосибирск, Новокузнецк, Иркутск, Улан-Удэ, Чита, Владивосток, Новый Уренгой, Тюмень, Магнитогорск, Чебоксары, Ижевск, Владимир, Смоленск, Калуга, Брянск, Тула, Пенза, Тамбов, Липецк, Орлов, Ульяновск, Киров, Саранск, Оренбург.
Производство тормозных колодок
Уважаемый читатель, этим материалом мы открываем серию уникальных статей, посвященных производству тормозных систем. Вас ждут уникальные фотографии с фабрики GALFER, которые ни разу ни разу не публиковались ни в одном из изданий. Надеемся, что вам будет интересно.
Завод GALFER, выпускающий тормозные системы для мотоциклов, расположен в Испании на территории, прилегающей к Автодрому Каталунья. Близость к треку позволяет оперативно тестировать продукцию, а так же ускоряет поиск новых составов и решений.
Заводы, изготавливающие тормозные колодки не производят металлические подложки. Дешевле заказывать подложки у специализирующихся заводов чем производить их самим. На фотографии ниже — металлические пластины, подготовленные к усадке фрикционного материала.
В фрикционном материале полу-металлической колодки используется более 20 компонентов — смолы, волокна, частицы металла, клей, органические частицы
Ниже — фотография с опрессованным фрикционным материалом. Специальная машина из подготовленной смеси вырубает пластины заданной формы и толщины. Пластинка кажется толстой? После обработки пластины давлением — она примет точно заданную толщину.
Ниже — уникальное фото — молдинговая машина. Используется при изготовлении не SINTERED составов. Машина использует высокое давление и температуру для «склеивания» фрикционной пластины с металлической подложкой.
Наполовину готовые полу-металлические колодки, вынутые из молдиноговой машины
Оператор, забирает колодки из молдиноговой машины
Ниже — один из важных процессов — доводка. После того как процесс производства закончен, лицевую часть фрикционной пластины с технологическими дефектами стачивают до точной заданной толщины.
С помощью машины ниже, каждая партия проходит проверку на отрыв. Проверка на отрыв определяет насколько прочно фрикционная пластина «приклеилась» к металлической подложке.
Ниже на фотографии — готовые полу-металлические колодки, ожидают нанесения маркировки на металлическую пластину.
Пластины для башмаков (тормоза барабанного типа) изготавливаются отдельно и затем наклеиваются на алюминиевый башмак.
А сейчас вас ждет сюрприз. Один из мифов созданный на отечественном рынке — то что SINTERED тормозная колодка это СИНТЕТИКА. SINTERED не имеет никакого отношения к синтетике и является названием технологии. Эта технология спекания размолотых примесей
металлов и композитов с помощью специальной машины.
Изготовление SINTERED колодок — многоступенчатая обработка температурой и давлением. GALFER использует 6 ступений, обработка начинается с температуры 150С и заканчивается 740С, при этом увеличивается давление, оказываемое на пластину.
Печь загружена, идет пуск. На изготовление SINTERED колодок тратится на 30% больше энергии.
Ниже — уникальная фотография — процесс спечения SINTERED составов. Температура 600С.
SINTER машина
SINTER машина
Изготовленные тормозные колодки упаковываются в цеху. На небольшие парии этикетки (баркод и название) расклеиваются в ручную.
Для больших партий используется специальная машина для расклейки этикеток.
ОАО «ФРИТЕКС» – производство тормозных накладок и колодок, прокладок.
Завод фрикционных и термостойких материалов ОАО «ФРИТЕКС» – ведущий российский разработчик и производитель современных уплотнительных и фрикционных изделий для автомобильной промышленности. Завод был построен в Ярославле в 1932 году и является старейшим в России специализированным предприятием.
Основными потребителями продукции ОАО «ФРИТЕКС» являются автомобильные и моторные заводы России и стран СНГ, среди которых ОАО «АВТОВАЗ», ОАО «ГАЗ», ОАО «КАМАЗ», ОАО «МАЗ», ОАО «АВТОДИЗЕЛЬ» и прочие. На сегодняшний день, пожалуй, нет ни одного автомобиля, автобуса или трактора, где не применялась бы продукция ФРИТЕКС. Завод имеет собственный научно-технический центр, в котором создается новая продукция. Имеется испытательная лаборатория, оснащенная современным оборудованием для проведения полного комплекса испытаний продукции. Предприятие имеет 80-летний опыт в разработке новых и модернизации существующих изделий и материалов.
Зайдя на ОАО ФРИТЕКС Ярославль официальный сайт вы можете узнать, каким производством и реализацией какой продукции занимается завод:
тормозные накладки — выгодно отличающиеся от продукции конкурентов
- низким уровнем шума
- высокой и стабильной эффективностью
- также полным восстановлением фрикционных характеристик после «перегрева»
Срок службы накладок для грузовых автомобилей, используемых для перевозок на дальние расстояния, составляет до 100 000 км, при минимальном износе тормозного барабана. Налажен выпуск накладок, обработанных под номинальный и ремонтные размеры с отверстиями под заклепки для обеспечения легкой сборки, как на автосборочных производствах, так и в масштабах небольшой станции технического обслуживания автомобилей.
накладки фрикционные
применяются в узлах трения сухого типа различных видов автотранспорта, тракторов, лебедок и других механизмов и обеспечивают необходимую силу трения при передаче крутящего момента, а также плавное трогание с места. ОАО «ФРИТЕКС» серийно производит широкий ассортимент фрикционных накладок для семейства автомобилей «ВАЗ», «Москвич», «Волга», «ГАЗель», «Бычок», двигателей ОАО «Автодизель» и ряда других, а также многих автомобилей зарубежного производства.
тормозные колодки
предназначены для замедления движения или удержания и остановки транспортного средства. ОАО «ФРИТЕКС» выпускает наиболее полный ассортимент тормозных накладок барабанного и ко- лодок дискового тормоза для грузовых и легковых автомобилей, тракторов и другой техники отечественного, а также автомобилей зарубежного производства.
уплотнительные прокладки
используются для герметизации плоских фланцевых соединений двигателей внутреннего сгорания и других узлов автомобильной техники. ОАО «ФРИТЕКС» выпускает уплотнительные прокладки головки цилиндров, прокладки газопроводов и турбокомпрессоров для бензиновых и дизельных двигателей. Также выпускаются уплотнительные прокладки для прочих узлов и агрегатов автомобильной техники, например, прокладки для фланцевых соединений системы смазки и охлаждения двигателей, системы подачи топлива, крышек механизмов двигателя и трансмиссии.