Как хромировать металл в домашних условиях: технологии, оборудование
Главная » Обработка металла » Защита » Как правильно хромировать металл?
На чтение 7 мин
Содержание
- Что такое хромирование?
- Зачем нужно хромирование?
- Технология хромирования деталей
- Оборудование для хромирования
- Как хромировать детали?
- Подготовка детали
- Как готовить электролит?
- Этапы хромирования
- Причины появления дефектов
Чтобы защитить металлические конструкции от коррозии, повысить прочностные характеристики и улучшить эстетичность их внешнего вида, применяют технологию хромирования. Она относительно несложная и доступна для освоения, но перед тем, как хромировать любой металл, нужно тщательно изучить технологию обработки, чтобы не допустить ошибок.
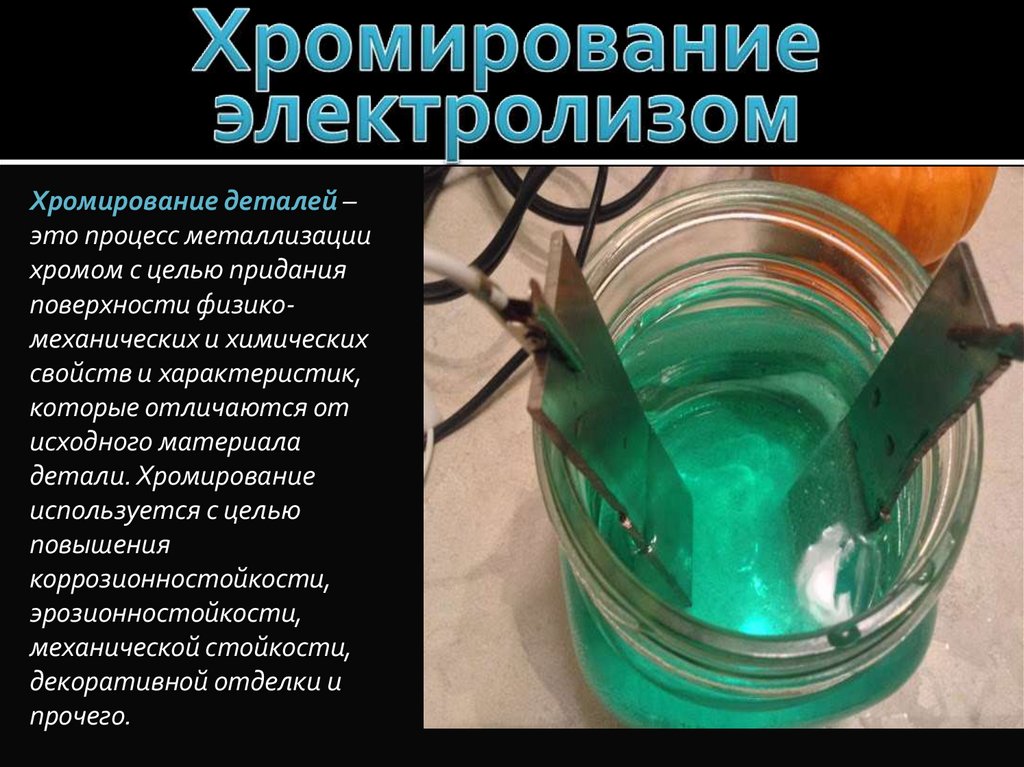
Хромированный металлЧто такое хромирование?
Хромирование деталей заключается в нанесении специального покрытия на металлическую поверхность. Существует два основных метода:
- Насыщение поверхностных слоёв диффузионным методом.
 Максимальное число атомов хрома проникает внутрь металлической кристаллической решётки.
Максимальное число атомов хрома проникает внутрь металлической кристаллической решётки. - Электролитический метод. Заключается в катодном осаждении хрома на стальную конструкцию под действием электрического тока.
 Максимальное число атомов хрома проникает внутрь металлической кристаллической решётки.
Максимальное число атомов хрома проникает внутрь металлической кристаллической решётки.Покрытие хромом проводится только на чистую подготовленную поверхность. Особенностью процесса является нанесение однородного слоя определённой толщины на конструкции различных форм. Покрытие может выполнять декоративную или защитную функцию.
Толщина образуемого слоя — от 0,075 до 0,25 мм. Твёрдость — 66–70 HRC. Поверхность имеет шероховатости и чем толще наносимое покрытие, тем больше дефектов. Поэтому после хромирования требуется полировка заготовок.
Технология предусматривает применение растворов:
- с хромовым ангидридом;
- с сульфатом или хлоридом хрома.
Зачем нужно хромирование?
Процесс хромирования проводится для следующих целей:
- Защиты металлов от коррозии, резких перепадов температуры.
- Восстановления поверхности металла. Возможно повышение срока эксплуатации конструкций, при условии износа поверхности на глубину до 1 мм.
- Повышения износостойкости. Хромовое покрытие способно стойко переносить трение, механические воздействия, температурные расширения. Позволяет защищать основной металл от негативных внешних факторов.
- Улучшения отражающих свойств. Хромированный слой обладает отражающими свойствами. Применяется в осветительных приборах для улучшения видимости корпусных элементов или знаков.
 Возможно повышение срока эксплуатации конструкций, при условии износа поверхности на глубину до 1 мм.
Возможно повышение срока эксплуатации конструкций, при условии износа поверхности на глубину до 1 мм.Технология хромирования деталей
Существуют следующие виды хромирования:
- В электролитической среде. Атомы Cr осаждаются на токопроводящие наружные слои металла. Реакция протекает при подаче напряжения на электроды. Образуемый слой отличается стойкостью к химически активным средам и механическим воздействиям.
- Химическое хромирование. Это восстановительная реакция хрома из солевого раствора в присутствии реагентов. Наличие фосфора позволяет избавиться от серого оттенка на металле. Метод требует обязательного использования защитной экипировки.
- Декоративное хромирование с применением гальванической кисти. Метод простой и не требует наличия опыта проведения подобных работ. Контроль толщины происходит одновременно с процедурой нанесения хромового покрытия.
 Наличие фосфора позволяет избавиться от серого оттенка на металле. Метод требует обязательного использования защитной экипировки.
Наличие фосфора позволяет избавиться от серого оттенка на металле. Метод требует обязательного использования защитной экипировки.Оборудование для хромирования
Для хромирования в домашних условиях потребуется:
- Гальваническая ванна. Это ёмкость, покрытая снаружи теплоизоляционным слоем. Подходит любой сосуд, стойкий к химической среде.
- Источник питания для подключения электродов. Он должен иметь мощность до 1 кВт, регулятор по напряжению, рассчитанный на ток 50 А.
- Нагреватель из материала стойкого к кислой среде для подогрева электролита.
- Температурный датчик, откалиброванный для измерений при температурах от 00С до +1000С.
- Свинцовая пластина, выполняющая роль анода. Нужно сделать крепление внутри ёмкости, чтобы она была от стенок на расстоянии. Катодом служит деталь, к которой нужно прочно закрепить контактный провод.
 Катодом служит деталь, к которой нужно прочно закрепить контактный провод.
Катодом служит деталь, к которой нужно прочно закрепить контактный провод.Новичкам рекомендуется использовать набор для хромирования, в котором есть нужные реагенты для химической металлизации. Многие производители в комплект включают подробную инструкцию по нанесению покрытия.
Гальваническая ванна (Фото: Instagram / pt_plast)Как хромировать детали?
Хромирование конструкций своими руками в домашних условиях необходимо выполнять в просторном нежилом помещении. Нужно подготовить инструменты, плотную одежду, очки, респиратор.
Для подготовки раствора нужно использовать неметаллические ёмкости. Связано это с необходимостью применения окислительного раствора.
В качестве катода следует использовать тонколистовой свинец или оловянный сплав. Ванна для электролиза может быть пластиковая цилиндрическая или прямоугольная. Если раствора было приготовлено больше требуемого объёма, его можно хранить в герметичной ёмкости с крышкой.
Для приготовления электролита должны быть использованы только чистые вещества.
 Хромовый ангидрид недоступен в свободной продаже.
Хромовый ангидрид недоступен в свободной продаже.Пошаговое хромирование деталей автомобилей:
- Деталь очистить от грязи и отполировать.
- При обработке стали проводят активацию поверхности. Она заключается в погружении заготовки в соляную кислоту на 5–20 минут. Длительность зависит от размеров и сложности поверхности.
- С детали смываются остатки кислоты.
- После высыхания конструкция погружается в ванну с раствором электролита.
- Внутри ванны устанавливается анодная свинцовая пластинка, к ней подключается плюсовой контакт от источника тока. К детали подсоединяется минусовый провод.
- Включается питание на 20-40 минут. По истечении времени деталь извлекается наружу.
- Через 3 часа хромированную поверхность шлифуют до блеска.
Для получения качественного покрытия нужно обеспечить:
- стабильное электрическое напряжение;
- соблюдение пропорций электролита;
- подготовку детали в соответствии с требованиями технологии;
- контроль и соблюдение температурного режима;
- выдержку электролита под током определённое время (от трех часов).

Подготовка детали
Перед хромированием деталей своими руками нужно:
- Очистить детали от грязи.
- Снять с металлической поверхности слой ржавчины. Зачистка выполняется наждачной бумагой
- Очистительными средствами удалить пятна жира, масел.
Как готовить электролит?
Для хромирования деталей в домашних условиях нужен электролит. Пропорции ингредиентов для приготовления раствора:
- ангидрид в растворе 150–250 г/л;
- серной кислоты от 1,5–2,5 г на литр раствора.
Ангидрид хрома ядовит, его применение смертельно опасно.
Приготовление электролита:
- Стеклянный сосуд на 50% заполняется водой, нагретой до +600С.
- В соответствии с количеством налитой воды добавляется ангидрид. Смесь перемешивается до полного растворения.
- Доливается вода до наполнения сосуда.
- Заливается в пропорции кислота, жидкость тщательно перемешивается.

При электролитическом восстановлении катод присоединяется к заготовке, а анод – погружается в подготовленный раствор.
Раствор, оставшийся после хромирования, нужно утилизировать. Он канцерогенен и может вызывать кожные заболевания, появление опухолей.
Этапы хромирования
Пошаговая процедура хромирования в домашних условиях:
- Раствор электролита нагревают до +52 градусов и выдерживают.
- Подготавливают сосуд для электролиза. В сосуде закрепляют анод, размещают заготовку, фиксируют на равноудалённом расстоянии от стенок. Прогревают до температуры раствора.
- В подготовленную ёмкость заливают электролит.
- На электроды 20–60 минут подаётся напряжение. Длительность зависит от объёма ёмкости, размеров, формы детали.
- Заготовка вынимается, промывается, сушится. Сушить следует на чистой поверхности. Важно исключить контакт с посторонними предметами.
Чтобы нанести хром на пластик декоративным способом, нужно выполнить следующее:
- Обеспечить качественное вентилирование помещения.
- Подобрать кисть с длиной ворса 2,5 см, обмотать её проводом из свинца.
- Закрепить кисть в торцевой части цилиндрической ёмкости.
- С противоположной стороны прикрепить диод.
- В ёмкость залить подготовленный электролит.
- В качестве источника питания в электрическую цепь подключается понижающий трансформатор. Минусовый контакт подключается к хромируемой заготовке, а плюсовый — к анодному диоду.
- На заготовку кистью нанести электролитический раствор. Каждый участок поверхности обрабатывается кистью от 20 раз.
- Отключить питание трансформатора.
- Достать из емкости заготовку, обработать и высушить деталь. Если на поверхности была грязь, её можно удалить при помощи воздушного потока, создаваемого компрессором.
- При сушке деталь не должна контактировать с посторонними предметами или подвергаться загрязнениям.

Причины появления дефектов
Причины создания дефектного покрытия:
- несоблюдение пропорций компонентов;
- нарушение температурного режима;
- отклонение от нормированных электрических параметров;
- обработка заготовок из самопассивирующихся металлов, не прошедших травления;
- некачественная очистка поверхности.
При хромировании в домашних условиях повышается риск возникновения дефектов:
- Отсутствует блеск. Основной причиной является повышенное количество ангидрида хрома в смеси. Также возможны ситуации с низкой концентрацией серной кислоты или превышении токового значения.
- Неравномерный блеск. Возникает в результате повышенных значений подаваемого на электроды тока либо несоблюдении температурного нагрева электролита.
- На наружном слое образовались коричневые пятна. В растворе повышенная концентрация хромового ангидрида или недостаточное количество серной кислоты.
- Появились небольшие раковины снаружи заготовки. Результатом такого эффекта является некачественная подготовка детали к обработке: полировка выполнена некачественно. Другая причина — наличие водорода на наружном слое.
- Неравномерность толщины хромового покрытия. Создаётся по причине подачи повышенной силы тока на электроды.
- Покрытие имеет низкую прочность, при механических воздействиях остаются следы. Возникает при недостаточной температуре прогрева.
- Наличие трещин в покрытии. Связано с применением электролита, в котором концентрация железа более 0,15 кг/л.
- Отсутствие хромированного покрытия на некоторых участках детали. В электролите присутствуют растворённые нитраты.
- Происходит отслаивание хромового слоя. В ходе электролиза напряжение, подаваемое от источника тока, было нестабильным или снизилась температура электролита. Другой причиной может быть плохо обезжиренная поверхность.
 Возникает при недостаточной температуре прогрева.
Возникает при недостаточной температуре прогрева.Любой металл подвержен коррозии, но его можно покрыть защитным слоем. Наиболее простым методом защиты металла считается хромирование. Чтобы правильно провести обработку, нужно изучить нюансы этого процесса и подготовить необходимый инструмент.
( 1 оценка, среднее 4 из 5 )
Поделиться
Хромирование в домашних условиях
Фазлутдинов К. К.
К.
05.05.2016 (обновленно 05.05.2016)
2220 просмотров
Содержание:
1. Хромирование дома своими руками.
2. Проблемы гальваники хромом в домашних условиях.
1. Хромирование своими руками.
Многим гальваника кажется делом легким и дешевым. Сегодня очень часто можно встретить в сети сайты, рассказывающие о хромировании в домашних условиях. Бытует мнение: «макнул бампер в раствор — вот тебе и идеально блестящее, прочное покрытие». А так как не у многих найдется лишняя сотня квадратных метров бесхозной площади, то первым в очереди на заселение становится гараж. От того домашнюю гальванику называют еще «гаражной».
Найти профессиональную литературу по электрохимическим покрытиям в интернете — не проблема. Однако мало знать технологию. Тем более, многое, что написано в книгах зачастую вообще не работает в конкретных условиях. В данной статье приведены некоторые организационные проблемы, с которыми можно столкнуться при создании участка хромирования у себя дома.
В данной статье приведены некоторые организационные проблемы, с которыми можно столкнуться при создании участка хромирования у себя дома.
2. Проблемы гальваники хромом в домашних условиях.
1. Кроме непосредственно ванны хромирования требуется еще большое число ванн для подготовительных операций. Качественное декоративное покрытие невозможно получить без полировки поверхности. Легко ли отполировать до блеска автомобильный диск? Даже для обработки того же бампера требуется умение. После мехобработки потребуется обезжиривание, затем травление (после всех операций придется делать минимум 3 промывных ванны), которое не всегда проводится в серной кислоте. Положим, что аккумуляторную кислоту достать можно. С соляной и азотной кислотой дело обстоит сложнее, как и со всеми последующими реактивами по той простой причине, что легально реактивы могут продаваться ТОЛЬКО ЮРИДИЧЕСКИМ ЛИЦАМ или на худой конец ИП. И уж точно никто в здравом уме не продаст левому человеку хромовый ангидрид, являющийся основным компонентом ванны хромирования.
2. Электролит хромирования требует определенной температуры, соотношения ангидрид/кислота и плотности тока. Для такой ванны необходим высоковольтный, по сравнению с обычной гальваникой, выпрямитель тока большой мощности. Посчитайте площадь поверхности покрываемого диска (всю, так как нормально заизолировать ненужные части не удастся — выделяющийся на катоде водород сорвет любой лак или пленку) — плотность тока для хромирования может достигать 30 А/дм2. Теперь умножьте площадь в дм2 на эту величину. Это потребный для покрытия ток. Если умножить этот ток на напряжение для хромирования, то Вы получите мощность выпрямителя и она окажется немаленькой. Скорее всего, выпрямитель будет трехфазным, а такая сеть есть не во всех гаражах.
3. Теперь — ванны. На все операции может потребоваться до 12 ванн, если используется 1 ванна хромирования.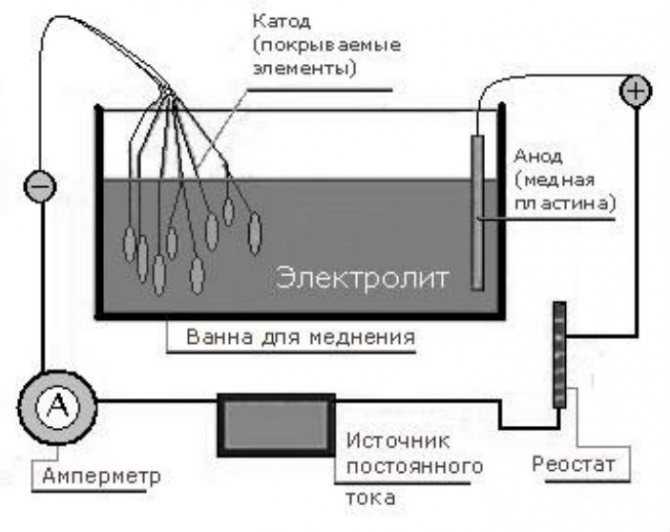 В электролизной ванне придется ставить свинцовые аноды и медные штанги большого сечения. Эти вещи тоже нелегко достать, так как нужно их относительно немного, а продавать их поштучно почему-то не хотят. В основном — мелкий опт. В каждой ванне нужна будет дистиллированная вода. Если принять примерный объем одно ванны 250 л, то, умножив эту цифру на 12 ванн, получим 3 кубометра дистиллированной воды. Это 3000 л. Согласитесь, покупать 3000 бутылок дистиллята в автомагазине — не лучшая идея. Дистиллятор же потребует много денег и обязательно наличия холодного водоснабжения, которое есть не во всех гаражах.
В электролизной ванне придется ставить свинцовые аноды и медные штанги большого сечения. Эти вещи тоже нелегко достать, так как нужно их относительно немного, а продавать их поштучно почему-то не хотят. В основном — мелкий опт. В каждой ванне нужна будет дистиллированная вода. Если принять примерный объем одно ванны 250 л, то, умножив эту цифру на 12 ванн, получим 3 кубометра дистиллированной воды. Это 3000 л. Согласитесь, покупать 3000 бутылок дистиллята в автомагазине — не лучшая идея. Дистиллятор же потребует много денег и обязательно наличия холодного водоснабжения, которое есть не во всех гаражах.
4. Хромовый электролит не предусматривает использования расходуемых анодов. Это означает, что концентрации компонентов в нем постоянно меняются. Добавим сюда низкий выход по току и получим, что корректировка электролита потребует целой аналитической лаборатории. А там — приборы и специфические реактивы. И навыки. Без опытного технолога будет очень непросто обойтись.
5. Отдельно поговорим про экологию. Помним, что хромовый ангидрид — сильнейший яд и канцероген. Промывную воду после хромирования придется менять часто. Куда девать весь этот объем стоков? Слив на улицу — последнее, что должно прийти в голову, за это можно загреметь по уголовному делу и сильно, не говоря про штрафы. Вывозить за город — не навывозишься. А если электролит выйдет из строя? За выброс такого количества канцерогенов в окружающую среду можно смело приписывать статью «терроризм». И это на самом деле так — это тяжелейшее преступление против тех, кому в питьевую воду потом попадет этот источник рака.
Помним, что хромовый ангидрид — сильнейший яд и канцероген. Промывную воду после хромирования придется менять часто. Куда девать весь этот объем стоков? Слив на улицу — последнее, что должно прийти в голову, за это можно загреметь по уголовному делу и сильно, не говоря про штрафы. Вывозить за город — не навывозишься. А если электролит выйдет из строя? За выброс такого количества канцерогенов в окружающую среду можно смело приписывать статью «терроризм». И это на самом деле так — это тяжелейшее преступление против тех, кому в питьевую воду потом попадет этот источник рака.
Из всего этого заключу, что организация гальваники в домашних условиях — дело не только сложное, рискованное, малорентабельное, но и НЕЛЕГАЛЬНОЕ и УГОЛОВНО НАКАЗУЕМОЕ. Затрат придется внести куда больше, чем кажется, проблем — не оберешься. И если даже что-то получится, конкурировать с профессиональной гальваникой «гаражная» вряд ли сможет. Стоит ли браться? Решайте сами. В конце концов, если Вы решили зарабатывать, то можно найти много более выгодных способов вложения денег, а если вам нужен конкретный продукт — обратитесь к профессионалам. Только имейте в виду, что кроме гальванического хромирования есть еще другие виды: мета-хром, напыление, трибо-гальваника. Все они НЕ ДАЮТ КАЧЕСТВЕННО СЦЕПЛЕННОГО покрытия и ваш блестящий повод для гордости на копытах железного коня очень скоро может стать поводом для покупки колпаков, чтобы закрыть обсыпавшееся и прокорродировавшее непотребство. И это на стальном диске. А если диск алюминиевый или титановый? Такие материалы даже гальванически ЧРЕЗВЫЧАЙНО сложны для покрытия и требуют куда более сложной обработки. Из чего вытекает, что качественное хромирование будет по карману далеко не каждому.
Только имейте в виду, что кроме гальванического хромирования есть еще другие виды: мета-хром, напыление, трибо-гальваника. Все они НЕ ДАЮТ КАЧЕСТВЕННО СЦЕПЛЕННОГО покрытия и ваш блестящий повод для гордости на копытах железного коня очень скоро может стать поводом для покупки колпаков, чтобы закрыть обсыпавшееся и прокорродировавшее непотребство. И это на стальном диске. А если диск алюминиевый или титановый? Такие материалы даже гальванически ЧРЕЗВЫЧАЙНО сложны для покрытия и требуют куда более сложной обработки. Из чего вытекает, что качественное хромирование будет по карману далеко не каждому.
Конец статьи
Понравилась статья? Оцените статью. Всего 1 клик!
Нажмите на звезду
Средняя оценка:
3,75
Всего оценок: 4
Данная статья является интеллектуальной собственностью ООО «НПП Электрохимия». Любое копирование информации возможно только с разрешения владельца сайта. Размещение активной индексируемой ссылки на https://zctc.ru обязательно.
Любое копирование информации возможно только с разрешения владельца сайта. Размещение активной индексируемой ссылки на https://zctc.ru обязательно.
Комплекты тройного хромирования и анодирования «Сделай сам» на двадцать один галлон
Базовый Коммерческие системы оцениваются по цене полностью оборудованных систем. загруженные коммерческие системы доступны в размерах, которые варьируются от небольших настольных систем до систем среднего размера. Эти системы идеально подходят для небольших механических мастерских, цехов с ЧПУ, малые и средние мастерские по изготовлению автомобильных и велосипедных лодок или небольшие 1-4 работник гальванического цеха. Эти системы предназначены для только для коммерческого использования и могут быть проданы только для использования по зарегистрированный бизнес, когда химические вещества включены.
ПОНЕДЕЛЬНИК — ПЯТНИЦА 10:00 — 18:00
Резервуары нестандартных размеров доступны для
продуктовая линейка. Примером этого является
система, которую мы построили для клиента, которой нужно было сделать всего 20
изготовленные на заказ автомобильные бамперы в неделю длиной 71-77 дюймов и 9-12″
в высоту и 9–11 дюймов в ширину. Он тратил 2500 долларов в неделю и
ждать 3 недели, чтобы получить его части обратно. Итак, мы разработали
базовая система с рабочими размерами 84 x 16 x 18 дюймов, поэтому он
в состоянии , которые были в состоянии разместить все его
бамперы. Эта система стоила этому покупателю столько, сколько он
обычно тратит в течение 11 недель, и теперь он может получить
Оборот в тот же день, а также установка бамперов примерно за 3 доллара.
Если вам нужно покрыть металлом, анодировать или электрополировать детали,
слишком длинны для любого стандартного размера резервуара ниже, мы можем
настройте систему Pro Studio вокруг вашей детали, и мы
сделать это, не взорвав свой бюджет. Мы также предлагаем Про
Студийные полукоммерческие системы, не перечисленные ниже, например жестяные
покрытие электрических проводников или печатных плат, кад.
Примером этого является
система, которую мы построили для клиента, которой нужно было сделать всего 20
изготовленные на заказ автомобильные бамперы в неделю длиной 71-77 дюймов и 9-12″
в высоту и 9–11 дюймов в ширину. Он тратил 2500 долларов в неделю и
ждать 3 недели, чтобы получить его части обратно. Итак, мы разработали
базовая система с рабочими размерами 84 x 16 x 18 дюймов, поэтому он
в состоянии , которые были в состоянии разместить все его
бамперы. Эта система стоила этому покупателю столько, сколько он
обычно тратит в течение 11 недель, и теперь он может получить
Оборот в тот же день, а также установка бамперов примерно за 3 доллара.
Если вам нужно покрыть металлом, анодировать или электрополировать детали,
слишком длинны для любого стандартного размера резервуара ниже, мы можем
настройте систему Pro Studio вокруг вашей детали, и мы
сделать это, не взорвав свой бюджет. Мы также предлагаем Про
Студийные полукоммерческие системы, не перечисленные ниже, например жестяные
покрытие электрических проводников или печатных плат, кад. покрытие для авиационных применений, твердое анодирование покрытия для
детали оружия, химический никель, анодирование титана, цинк
гальванопокрытие, чернение стали и нержавеющей стали, различные
фосфатирование, серебрение и многое другое.
покрытие для авиационных применений, твердое анодирование покрытия для
детали оружия, химический никель, анодирование титана, цинк
гальванопокрытие, чернение стали и нержавеющей стали, различные
фосфатирование, серебрение и многое другое.
ПОСМОТРЕТЬ МАЛЕНЬКИЕ СТЕЛЛАЖИ ДЛЯ ПОКРЫТИЯ
БОЛЬШОЙ 2300 ЛИНИЯ ЦВЕТНОГО АНОДИРОВАНИЯ ГАЛЛОНОВ
ПОСМОТРЕТЬ НЕБОЛЬШУЮ ЭЛЕКТРОПОЛИРОВКУ СИСТЕМА ДЛЯ МАШИННЫХ ЦЕХОВ
КОММЕРЧЕСКАЯ ДЕКОРАТИВНАЯ ЛИНИЯ KLEEN CHROME
УВИДЕТЬ БОЛЬШУЮ ЖЕСТКУЮ ШЕРСТЬ И ШОУ ЛИНИЯ АНОДИРОВАНИЯ
ЛИНИЯ ПОКРЫТИЯ С TC И KLEEN CHROME
ЧИСТАЯ ДЕКОРАТИВНАЯ ЛИНИЯ АНОДИРОВАНИЯ В ЦЕХЕ С ЧПУ
СРЕДНЕГО РАЗМЕРА АЭРОКОСМИЧЕСКАЯ ЛИНИЯ АНОДИРОВАНИЯ ПОДЪЕМНИКОВ
НАЖМИТЕ ЗДЕСЬ, ЧТОБЫ ПОСМОТРЕТЬ ДРУГУЮ ЛИНИЮ ПОКРЫТИЯ
НЕСКОЛЬКО БОЛЬШАЯ ЦВЕТНАЯ ЛИНИЯ АНОДИРОВАНИЯ С ВЫТЯЖНЫМИ ВЫТЯЖКАМИ
НАЖМИТЕ ЗДЕСЬ, ЧТОБЫ ПОСМОТРЕТЬ ДРУГОЙ ЦВЕТ ЛИНИЯ АНОДИРОВАНИЯ
ПРИМЕНЕНИЕ ДЛЯ МАЛОГО ОБЪЕМА ГАЛЬВАНИЧЕСКИХ ПОКРЫТИЙ
ГАРАЖНАЯ ТРЕХВАЛЕНТНАЯ ХРОМОВАЯ СИСТЕМА
ЦИНК И КАДМИЙ С ОКРАШИВАНИЕМ ЛИНИЯ ЭЛЕКТРОПЛАКИРОВКИ
АЭРОКОСМИЧЕСКАЯ ЛИНИЯ ЧЕРНОГО АНОДИРОВАНИЯ
Цены на все линейки Pro Studio указаны ниже
имеют голые основные, но функциональные линии.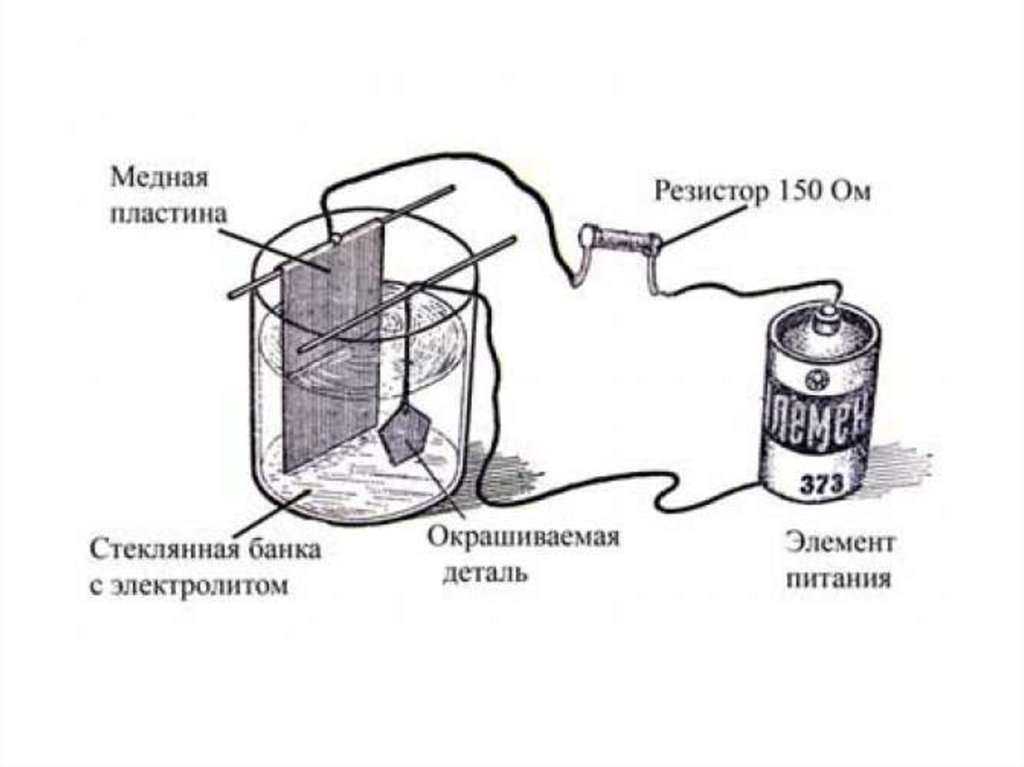 Единственные две вещи, которые вам нужны
Чтобы сделать систему функциональной, необходимо добавить систему химического смешивания и
гальванический выпрямитель. Есть также много дополнительных элементов, таких как
цифровые термостаты, вторичная защитная оболочка, большие нагреватели, стеллаж для гальванических покрытий
упаковка, крышки резервуаров, подставки для резервуаров, вытяжные шкафы, наборы для поточного тестирования и т. д.
сделай свою линию настолько причудливой, насколько твоей душе угодно.
Эти линии также могут быть модернизированы до полностью коммерческих линий, соответствующих
все военные спецификации, спецификации AMS, спецификации MIL, спецификации NADCAP за дополнительную плату
Единственные две вещи, которые вам нужны
Чтобы сделать систему функциональной, необходимо добавить систему химического смешивания и
гальванический выпрямитель. Есть также много дополнительных элементов, таких как
цифровые термостаты, вторичная защитная оболочка, большие нагреватели, стеллаж для гальванических покрытий
упаковка, крышки резервуаров, подставки для резервуаров, вытяжные шкафы, наборы для поточного тестирования и т. д.
сделай свою линию настолько причудливой, насколько твоей душе угодно.
Эти линии также могут быть модернизированы до полностью коммерческих линий, соответствующих
все военные спецификации, спецификации AMS, спецификации MIL, спецификации NADCAP за дополнительную плату
БАЗОВАЯ МОДЕЛЬ СИСТЕМЫ ХРОМОВОГО ПОКРЫТИЯ
23 галлона Система: 9 199 долларов США 24 бака 12 x 18 дюймов
26 галлонов Система: 9 995 долларов США Резервуары 18 x 18 x 18 дюймов
30 галлонов Система: 11 890 долларов США 24 х 12 х 24″ бака (колеса мотоцикла)
45 галлонов Система: 15 890 долларов США Резервуары 24 x 18 x 24 дюйма (автомобильные колеса)
Система на 61 галлон: 19 990 долларов США 24x24x24″ (универсальная система)
69 галлонов Система: 21 950 долларов США 36x18x24″ (поворотные рычаги и колеса)
75 Галлон Система: 23 885 долларов США 30x16x32″ (колеса до 28″)
Система на 97 галлонов: $29 900 42x16x32″ (поворотные рычаги и колеса 28″)
Малый бампер: 42 990 долл.
США
84x17x30″ (бамперы и автомобильные колеса 26″) Системы запускаются в следующих Цены. Эти системы поставляются со всем специальным оборудованием, необходимым для получения началось, но не более того. Дополнительные обновления будут доступны для повысить производительность системы, а также испытательное оборудование и расходные материалы для технического обслуживания
Доступны резервуары нестандартных размеров
 США
84x17x30″ (бамперы и автомобильные колеса 26″)
США
84x17x30″ (бамперы и автомобильные колеса 26″) Подробнее о тройке хромирование (нажмите здесь)
Комплект на 23 галлона 4 999,00 $
Комплект на 26 галлонов: 5 690,00 долларов США
Комплект на 31 галлон: 6 390,00 долларов США
Комплект на 45 галлонов: 7 885,00 долларов США. (Достаточно большой для колес)
(Достаточно большой для колес)
Комплект на 61 галлон: 8 990 долларов США. (Достаточно большой для колес)
75 галлонов Pro Студийный комплект: 9 995 долларов США. (Для колес до 28″)
Этот хромированные пластины в один шаг над основным металлом и дает пользователю аутентичный хром выглядит со своей стороны с фирменным никель-кобальтовый сплав, очень твердый, очень коррозионный стойкий и выглядит так же, как хром. Только обученный Плейтер мог бы сказать разницу.
НАБОРЫ И СИСТЕМЫ ДЛЯ ЭЛЕКТРОПОЛИРОВКИ (НАЖМИТЕ ЗДЕСЬ)
Про Студия Хард
Комплект для анодирования покрытия:
Стать профессионалом? Включает
шесть сфабрикованных
гальванические резервуары,
один отпарный бак, сплошные шины для анодирования
бак, нагреватели, системы фильтрации для хобби, запасной фильтр
патроны. Химические вещества включают: Alk-Etch, Desmut-2,
Hard Coat Anodize Make Up, Hard Ano Add,
Дымоглушитель Ano-FS, Kool Seal, черный
краситель, ярко-зеленый краситель,
и ано-стрип; Анодирование Иллюстрированная книга, разные титановые стеллажи, 1000 шт.
аноды серии, одна упаковка Rubberize Masker и многое другое.
Промышленные обогреватели Pro-Tech
или доступны обогреватели Acme IES
за дополнительную плату. Другой бак
размеры также доступны для любого комплекта за номинальную плату.
Химические вещества включают: Alk-Etch, Desmut-2,
Hard Coat Anodize Make Up, Hard Ano Add,
Дымоглушитель Ano-FS, Kool Seal, черный
краситель, ярко-зеленый краситель,
и ано-стрип; Анодирование Иллюстрированная книга, разные титановые стеллажи, 1000 шт.
аноды серии, одна упаковка Rubberize Masker и многое другое.
Промышленные обогреватели Pro-Tech
или доступны обогреватели Acme IES
за дополнительную плату. Другой бак
размеры также доступны для любого комплекта за номинальную плату.
Доступны чиллеры для анодирования от 3000 БТЕ до 240 000 БТЕ
ЦЕНЫ НА СИСТЕМУ ЖЕСТКОГО ПОКРЫТИЯ 23-91 ГАЛЛОН
ЦЕНЫ ДЛЯ ЦВЕТНОГО АНОДИРОВАНИЯ 23-91 ГАЛЛОН
ЯРКО ЛУЖЕНИЕ КОММЕРЧЕСКИЙ КОМПЛЕКТ
23 галлона Комплект для лужения: 5 999,00 долларов США
Комплект на 27 галлонов: 6 999,00 долларов США
Комплект на 30 галлонов: 7 955,00 долларов США
Комплект на 45 галлонов: 9 990,00 долларов США
Комплект на 61 галлон: $11 895,00
75 Комплект галлонов: $13 990,00
МЫ МОЖЕМ УСТАНАВЛИВАЙТЕ НЕДОРОГИЕ ЛИНИИ ДЛЯ ПОКРЫТИЯ КАТУШЕК ДЛЯ ЛОЖЕНИЯ ГАЛЬФИЧЕСКИХ ПОКРЫТИЙ ПРОВОДА ЛЮБОГО РАЗМЕРА МЕНЕЕ ЧЕМ ПОЛОВИНУ ТО, ЧТО ДРУГИЕ ПАРНИ ОПЛАТА
ТВЕРДОЕ ХРОМОВОЕ ПОКРЫТИЕ
23 галлона Комплект твердого хромирования: 6 190,00
Комплект Pro Studio на 27 галлонов: $7,695. 00
00
30 галлонов Pro Студийный комплект: $8 375,00
45 галлонов Pro Студийный комплект: $9 990,00
61 галлон Pro Студийный комплект: $12 595,00
22 Галлон алюминиевого хромата Комплект: 3999,00 долларов США
27 галлонов Pro Студийный комплект: $4,995.00
30 Галлон Pro Studio Kit: 5 890,00 долларов США
45 Галлон Pro Studio Kit: $7,995.00
Комплект Pro Studio на 61 галлон: $9 190,00
Комплект Pro Studio на 69 галлонов: $9 990,00
90 Галлон Pro Studio Kit: $ 12,690,00
22 Набор галлонов яркого цинка и хромата: $3899,00
26 галлонов Pro Studio Комплект цинка: 4595,00 долларов США
30 галлонов Pro Студия Цинк Комплект: $5690,00
45 галлонов Pro
Студия
Цинк
Комплект: $8099. 00
00
61 Галлон Pro Studio Zinc Kit: $10 595,00
68 Галлон Pro Studio Zinc Kit: 11 790,00 долларов США
90 Галлон Pro Studio Zinc Kit: $15 190,00
Коммерческие обогреватели для любого комплект доступен за дополнительную плату
Черный цинк и дополнительный коррозионный цинк доступно за дополнительную плату
22 Галлонное покрытие из светлой латуни: $3699,00 Включает 4 полиэтиленовых бака (24 «х 12″ х 18»), сплошные шины для 2 бака, 10 нагревателей, по 18 литров электроскраба, активатор металла, блестящий никель, латунь Lo Cy или латунь Non Cy; аноды для Электроскраба, Латунь и яркий никель.
Комплект Pro Studio на 25 галлонов: $4899,00
30 галлонов Pro Студийный комплект: $6299,00
45 галлонов Pro Студийный комплект: $8499,00
61 галлон Pro Студийный комплект: $10 790,00
68 Галлон Про Студийный комплект: $12 050,00
22 галлона НАСТОЯЩИЙ кадмий
и кад хромат: 4099. 00 (MIL-спецификация
QQ-P-416F) Эти комплекты дадут вам
яркая белая отделка кад, а также яркая золотая отделка кад.
Включает в себя 4 поли
танки
(24 «х 12″ х
18»), сплошные шины для
2 бака, 10 нагревателей, по 18 литров электроскраба каждый,
Активатор металла, Bright Cad, Cad Chromate; аноды для электроскруббера
и Брайт Кэд.
00 (MIL-спецификация
QQ-P-416F) Эти комплекты дадут вам
яркая белая отделка кад, а также яркая золотая отделка кад.
Включает в себя 4 поли
танки
(24 «х 12″ х
18»), сплошные шины для
2 бака, 10 нагревателей, по 18 литров электроскраба каждый,
Активатор металла, Bright Cad, Cad Chromate; аноды для электроскруббера
и Брайт Кэд.
Комплект Pro Studio на 26 галлонов: $5095.00
30 галлонов Pro Студийный комплект: $6490.00
45 галлонов Pro Студийный комплект: $8670,00
61 галлон Pro Студийный комплект: $11 080,00
68 Галлон Про Студийный комплект: $12 285,00
ДОСТУПНО ПО ЗАПРОСУ ДЛЯ ДРУГОГО ПРИМЕНЕНИЯ, КАК ЗОЛОТО, ЧЕРНЫЙ ОКСИД, СЕРЕБРО И ДРУГИЕ ПРОЦЕССЫ
Главная
Раздел Offcanvas
Вы можете публиковать все, что хотите, в разделе Offcanvas. Это может быть любой модуль или частица.
Это может быть любой модуль или частица.
По умолчанию доступны следующие позиции модулей: offcanvas-a и offcanvas-b , но вы можете добавить любое количество позиций модулей из менеджера компоновки.
Вы также можете добавить суффикс класса модуля hidden-phone к своим модулям, чтобы они не отображались в разделе Offcanvas при загрузке сайта на мобильном устройстве.
Хромирование Paul’s
Покрытие Custom Show – наша специализация!Компания Paul’s Chrome Plating, Inc. — семейный магазин хромирования, предоставляющий услуги по нанесению покрытий на заказ. Paul’s Chrome гордится тем, что заслужила хорошую репутацию благодаря производству и реставрации высококачественных хромированных изделий как для частных лиц, так и для реставрационных мастерских. Если клиент хочет, чтобы хромирование было выполнено должным образом, он звонит в мастерскую Пола по хромированию! Некоторые из категорий деталей, которые мы покрываем, включают:
- Реставрация винтажных или классических автомобилей
- Показать Chrome
- Ремонт отделки из нержавеющей стали, полировка, покрытие
- Пользовательский хром на новых автомобильных деталях
- Колеса
- Запчасти для мотоциклов
- Судовые/лодочные детали
- Реставрационные приспособления/детали
Внимание Пола к качеству, техническим знаниям и опыту позволяет нам также предлагать такие инновации, как возможность хромирования пластиковых деталей. Цех хромирования Пола обслуживает рынки США и других стран. Являетесь ли вы энтузиастом автомобилей или велосипедов, который хочет восстановить хромированные детали, или реставрационной мастерской, выполняющей реставрацию для частных лиц, мы приглашаем вас позвонить в мастерскую Пола по хромированию. Вы сами убедитесь, почему мы известны как «Люди до и после».
Цех хромирования Пола обслуживает рынки США и других стран. Являетесь ли вы энтузиастом автомобилей или велосипедов, который хочет восстановить хромированные детали, или реставрационной мастерской, выполняющей реставрацию для частных лиц, мы приглашаем вас позвонить в мастерскую Пола по хромированию. Вы сами убедитесь, почему мы известны как «Люди до и после».
Подробнее
Что говорят наши клиенты
«Я хотел бы поблагодарить вас за прекрасную работу по хромированию деталей моего Jaguar 1967 года, которые я недавно покрыл хромированным покрытием Пола, Inc. Я знаю, что эти детали были не в лучшем виде, когда я отправил их вам, но превращение в покрытых металлом частях было чудесным».
«Большое спасибо вам и вашим людям за прекрасную работу, проделанную над решеткой радиатора, колпаками фар, украшением капота и ручкой багажника моего Бьюика 1939 года.
