каким должен быть и как замерить
Для обеспечения высокой компрессии в двигателе, а это сильно влияет на его КПД и прочие способности по отдаче, лёгкости запуска и удельному расходу, поршни должны стоять в цилиндрах с минимальным зазором. Но сводить его к нулю невозможно, из-за разной температуры деталей двигатель заклинит.
Содержание статьи:
- 1 Почему изменяется зазор между поршнем и цилиндром
- 2 Нормы соответствия
- 3 Результат нарушения зазора
- 4 Как проверить зазор между поршнем и цилиндром
Поэтому зазор определяется расчётным путём и строго соблюдается, а необходимое уплотнение достигается применением пружинных поршневых колец в роли газового и масляного уплотнения.
Почему изменяется зазор между поршнем и цилиндром
Конструкторы автомобилей стремятся, чтобы детали двигателя работали в режиме жидкостного трения.
Это такой способ смазки трущихся поверхностей, когда благодаря прочности масляной плёнки или подаче масла под давлением и при требуемом расходе непосредственного соприкосновения деталей не происходит даже под значительной нагрузкой.
По теме: Как понять что пробита прокладка ГБЦ
Не всегда и не во всех режимах подобное состояние можно удержать. Влияют на это несколько факторов:
- масляное голодание, подвода смазывающей жидкости, как это делается в подшипниках скольжения коленчатого и распределительного валов, под давлением в зону между поршнем и цилиндром не производится, а прочие способы смазки не всегда дают стабильный результат, лучше всего работают специальные масляные форсунки, но по разным причинам ставят их неохотно;
- некачественно сделанный или изношенный рисунок хонингования на поверхности цилиндра, призван он удерживать масляную плёнку и не давать ей полностью исчезнуть под усилием поршневых колец;
- нарушения температурного режима вызывают обнуление теплового зазора, исчезновение масляного слоя и появление задиров на поршнях и цилиндрах;
- применение некачественного масла с отклонением по всем значимым характеристикам.
Кажется, парадоксальным, но больше изнашивается поверхность цилиндра, хотя она обычно изготовлена из чугуна, это цельный чугунный блок или различные сухие и мокрые гильзы, залитые в алюминий блока.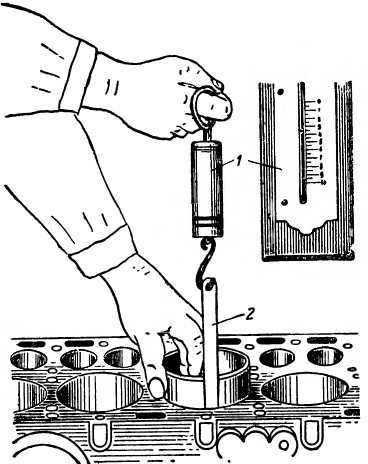
Даже если гильза отсутствует, поверхность алюминиевого цилиндра подвергается специальной обработке, и на ней создаётся слой специального твёрдого износостойкого покрытия.
Связано это с более стабильным давлением на поршень, которое при наличии смазки почти не снимает с него металл при движении. А вот цилиндр подвержен грубой работе пружинных колец с высоким удельным давлением из-за малой площади контакта.
Это интересно: Как проверить датчик положения распредвала ДПРВ
Естественно, поршень тоже изнашивается, даже если это происходит с меньшей скоростью. В результате суммарного износа обеих поверхностей трения зазор непрерывно увеличивается, причём неравномерно.
Нормы соответствия
В исходном состоянии цилиндр полностью соответствует своему названию, это геометрическая фигура с постоянным диаметром по всей высоте и окружностью в любом сечении, перпендикулярном к оси. Однако, поршень имеет куда более сложную форму, к тому же он располагает термофиксирующими вставками, в результате чего неравномерно расширяется при работе.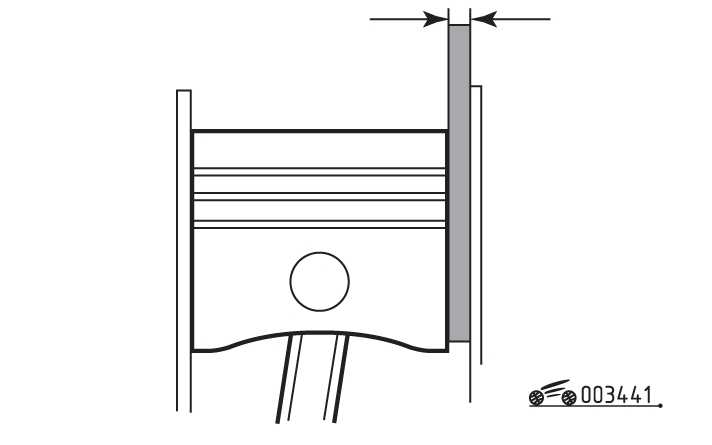
Для оценки состояния зазора выбирается разница диаметров поршня в зоне юбки и цилиндра в средней его части.
Формально принято считать, что тепловой зазор должен составлять примерно от 3 до 5 сотых долей миллиметра по диаметру у новых деталей, а его максимальная величина в результате износа не должна превышать 15 сотых, то есть 0,15 мм.
Разумеется, это некие средние значения, двигателей великое множество и отличаются они как разными подходами к конструированию, так и геометрическими размерами деталей, зависящими от рабочего объёма.
Результат нарушения зазора
При увеличении зазора, а обычно оно связано ещё и с ухудшением работоспособности колец, всё больше масла начинает проникать в камеру сгорания и расходоваться на угар.
Теоретически при этом должна снижаться компрессия, но чаще она наоборот, повышается, из-за обилия масла на компрессионных кольцах, герметизирующего их зазоры. Но это ненадолго, кольца коксуются, залегают, и компрессия пропадает окончательно.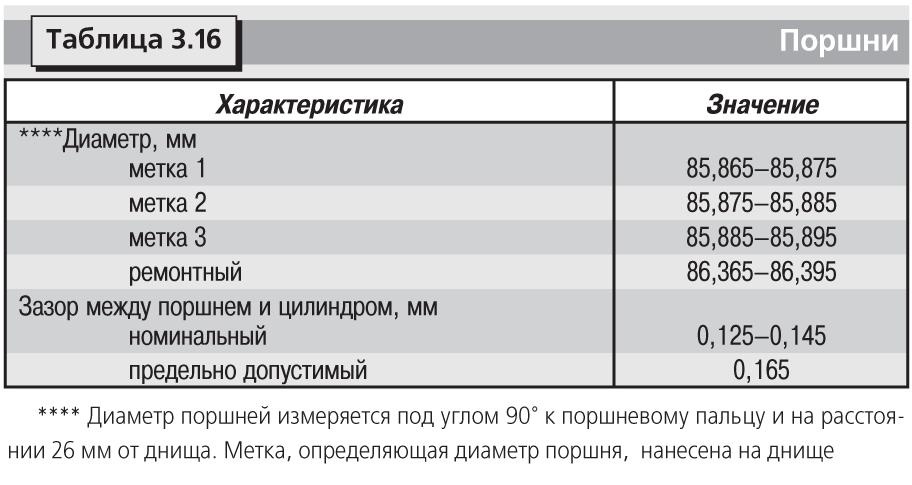
Поршни при увеличенных зазорах нормально работать уже не смогут и начинают стучать. Стук поршневой хорошо слышно на перекладке, то есть в верхнем положении, когда изменяет направление своего движения нижняя головка шатуна, а поршень проходит мёртвую точку.
Юбка отходит от одной стенки цилиндра и выбирая зазор с силой ударяет по противоположной. С таким звоном ездить нельзя, поршень может разрушиться, что приведёт к катастрофе всего мотора.
Как проверить зазор между поршнем и цилиндром
Для проверки зазора используется измерительная аппаратура в виде микрометра и нутромера, эта пара обладает классом точности, позволяющим реагировать на каждую сотую долю миллиметра.
Микрометром замеряется диаметр поршня в зоне его юбки, перпендикулярно пальцу. Стержень микрометра фиксируется зажимом, после чего нутромер устанавливается на ноль при опоре своим измерительным наконечником на стержень микрометра.
После такого обнуления индикатор нутромера будет показывать отклонения от диаметра поршня в сотых долях миллиметра.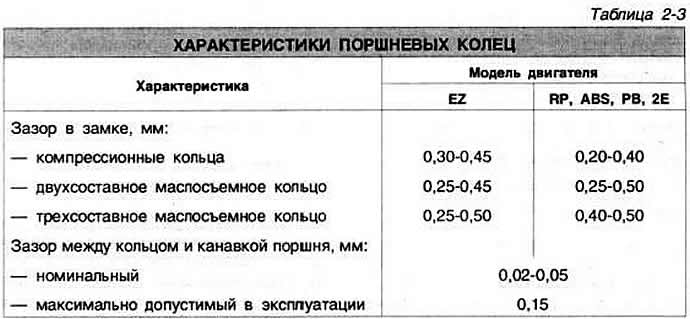
Замер цилиндра производится в трёх плоскостях, верхней части, средней и нижней, вдоль зоны хода поршня. Замеры повторяются вдоль оси пальца и поперёк.
В результате можно оценить состояние цилиндра после износа. Главное, что потребуется – это наличие неравномерностей типа «эллипс» и «конус». Первое – отклонение сечения от окружности в сторону овала, а второе – изменение диаметра вдоль вертикальной оси.
Наличие отклонений в несколько соток говорит о невозможности нормальной работы колец и необходимости ремонта цилиндров или замены блока.
Заводы стремятся навязывать клиентам блок в сборе с коленвалом (шорт-блок). Но часто оказывается гораздо дешевле отремонтироваться расточкой, в тяжёлых случаях – гильзовкой, с заменой поршней на новые стандартные или ремонтного увеличенного размера.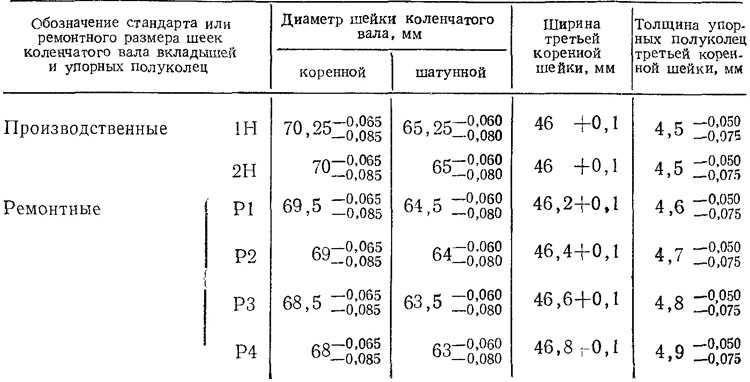
Даже не новых двигателях со стандартными поршнями существует возможность точного подбора зазоров. Для этого поршни распределяются по группам с отклонением диаметра на одну сотку. Это позволяет выставить зазор с идеальной точностью и обеспечить оптимальные характеристики мотора и его предстоящий ресурс.
Как проверить зазор между поршнем и цилиндром
Если утром, когда вы запустили холодный двигатель, был слышен металлический стук, который исчез при прогреве мотора, то это говорит только о том, что был нарушен зазор между поршнем и цилиндром. Почему он нарушается, и какие допустимые нормы применяются для зазоров между поршнем и цилиндром? Ответ вы найдете ниже.
Как меняется зазор между поршнем и цилиндром в процессе эксплуатации?
Уменьшение зазора происходит из-за естественного износа рабочих частей поршня и цилиндра. Такое изменение формы металла связано с его свойством поддаваться влиянию перепадов температур.
Помимо этого, уменьшение зазора может произойти и при неправильной сборке двигателя.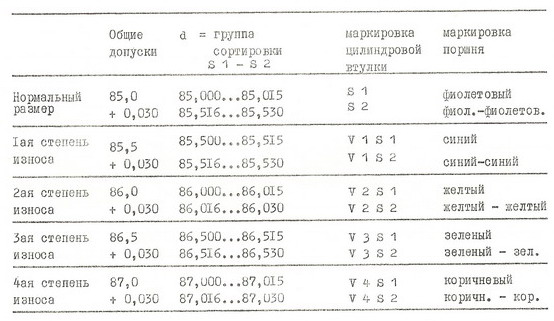 Например, нарушена установка шатунов или появился перекос цилиндров. Не в стороне остается и перегрев двигателя, так как большие температуры имеют свойство расширять материалы. Особенно это касается алюминия, который, в отличие от чугуна, имеет высокий коэффициент расширения.
Например, нарушена установка шатунов или появился перекос цилиндров. Не в стороне остается и перегрев двигателя, так как большие температуры имеют свойство расширять материалы. Особенно это касается алюминия, который, в отличие от чугуна, имеет высокий коэффициент расширения.
Как и любой другой дефект, нарушение зазора между поршнем и цилиндром оказывает негативное влияние на работу двигателя. Соприкосновение поршня и цилиндра под неправильным углом приводит к возникновению сухого трения, которое осуществляется без смазочного материала и повышает температуру деталей. Последствием такого трения почти во всех случаях становится появление различных царапин на рабочих поверхностях цилиндров.
После этого, любой двигатель обязательно подвергнут ремонту. Для проведения диагностики необходимо полностью снять головку блока цилиндров и как только поршневая группа будет на виду, то можно приступать к соответствующим замерам. В процессе замеров вам понадобятся микрометр, который покажет зазор поршней и нутромер для определения диаметра цилиндра.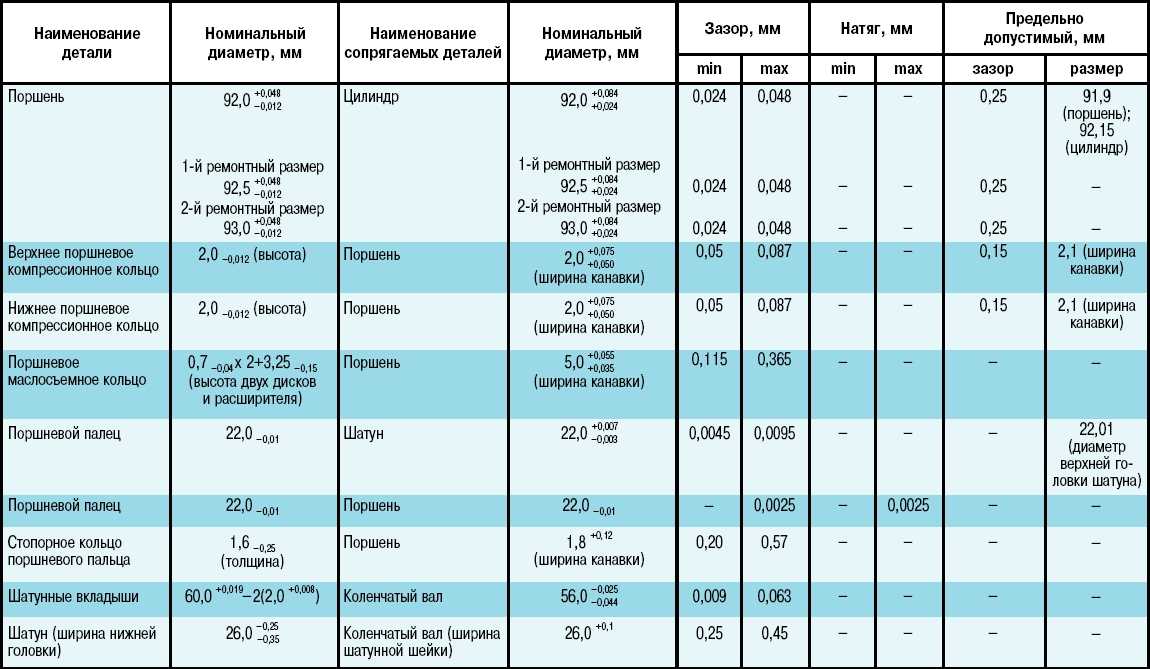
Как снять головку блока цилиндров?
- В первую очередь, необходимо обездвижить автомобиль. Под колеса устанавливаются противооткатные упоры, а рычаг КПП устанавливается в положение «первая передача». Откройте капот автомобиля и найдите место расположения ГБЦ.
- Вначале, снимаются все части, которые мешают свободному доступу к головке. Таковыми могут быть: воздушный фильтр, карбюратор (или инжектор), «штаны», а также различные тросы, приводы педалей и проводка электрических датчиков. С ГБЦ выкручиваются свечи, при необходимости, снимается трамблер.
- Слейте масло из двигателя и охлаждающую жидкость. Откройте крышку привода ГРМ и демонтируйте ремень. Это нужно для того, чтобы освободить распределительный вал. После этого, открутите гайки крепления крышки ГБЦ и снимите ее вместе с прокладкой. Перед сборкой рекомендуется установить новую прокладку.
- Теперь можно приступать, непосредственно, к демонтажу головки блока цилиндров. Открутите специальные болты крепления и демонтируйте головку вместе с прокладкой.
 После этого, вы получите открытый доступ к блоку цилиндров.
После этого, вы получите открытый доступ к блоку цилиндров.
 После этого, вы получите открытый доступ к блоку цилиндров.
После этого, вы получите открытый доступ к блоку цилиндров.Какие существуют нормы зазоров между поршнями и цилиндрами
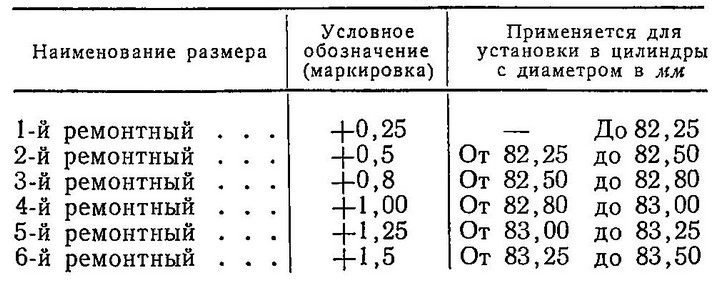
Перед проведением соответствующего ремонта поршневого механизма, необходимо знать, что существуют определенные нормы зазоров, которые расписаны по таблицам и должны соблюдаться в строгой форме.
Диаметр поршней разделяется всего на пять классов: A B C D E. Каждый новый класс определяет увеличение диаметра на 0,01 миллиметра. Кроме того, имеются специальные категории, которые определяют диаметр отверстия под поршневой палец. Они меняются на каждые 0,004 миллиметра. Все эти цифры и маркировка, в обязательном порядке маркируется на нижней части поршня.
Для различных деталей существуют соответствующие нормы. Так, например, новые поршни должны устанавливаться с зазором 0,06 миллиметров по всей его окружности. Если же деталь уже прошла достаточно внушительный километраж, то ее зазор не должен быть больше 0,15 миллиметров.
В случаях, когда зазор начинает превосходить установленные нормы, то следует подобрать и приобрести те поршни, которые обеспечат требуемую зазорность.
 Совсем необязательно подгонять поршень с высокой точностью. Достаточно лишь иметь образец с приблизительными размерами.
Совсем необязательно подгонять поршень с высокой точностью. Достаточно лишь иметь образец с приблизительными размерами.Предварительно, необходимо в обязательном порядке расточить цилиндры до ремонтных размеров и оставить запас, примерно, в 0,03 миллиметра. Он необходим для дальнейшего хонингования поверхности. Во время хонингования обязательно выдерживайте точность диаметра, чтобы при монтаже нового поршня зазор соответствовал требованиям, предъявляемым к установке новых деталей.
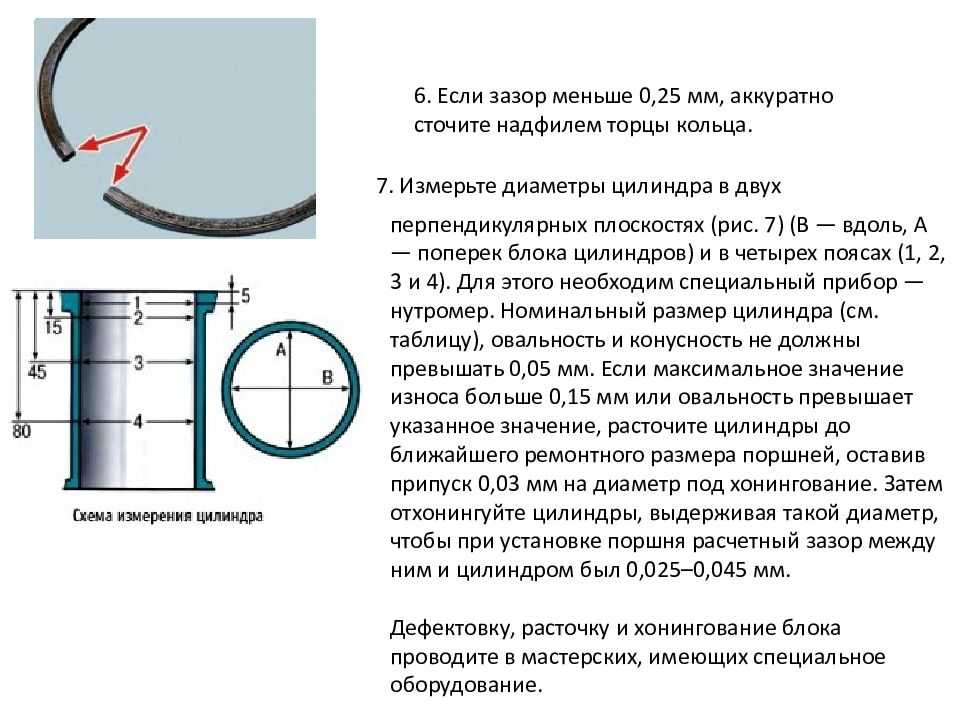
Диаметр цилиндра замеряется в четырех поясах, а также в двух перпендикулярных плоскостях. Нутромер необходимо устанавливать строго перпендикулярно блоку цилиндров. Таким образом, можно исключить любые отклонения от правильности измерений.
Видео — Как правильно замерять поршень
Помимо размеров поршней, немало важным показателем является и их масса. Масса поршней бывает нормальная, или с изменением на плюс (минус) 5 грамм.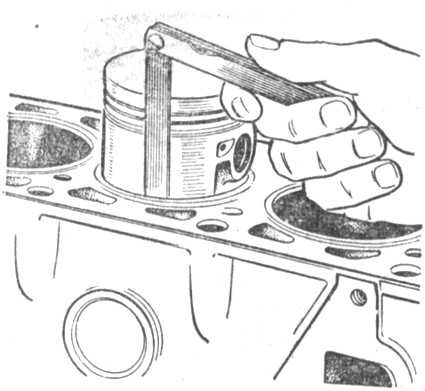 Кроме того, к поршням необходимо правильно подобрать маслосъемные кольца, которые должны быть ремонтных размеров.
Кроме того, к поршням необходимо правильно подобрать маслосъемные кольца, которые должны быть ремонтных размеров.
После того, как поршни будут подобраны и установлены, необходимо еще раз проверить величину зазоров. Если она находится в пределах нормы, то можно приступать к обратной сборке двигателя. Устанавливается ГБЦ, затем привод газораспределительного механизма. После этого, прикручивается крышка ГБЦ с новой прокладкой и все навесные элементы. Не забудьте залить масло, ОЖ и отрегулировать механизм газораспределения. После этого, скорее всего, придется выставить угол опережения зажигания. Теперь автомобиль полностью готов к работе.
На этом проверка зазора между поршнем и цилиндром завершена. Какой бы простой вам не казалась эта сложная процедура, ее, все же, рекомендуется производить только в специализированных станциях технического обслуживания, так как сборка блока цилиндров – дело ответственное и лучше доверить его профессионалам. Удачи на дорогах!
Как правильно подобрать поршневые кольца и установить зазор
| Инструкции – Трансмиссия
Почему выбор поршневых колец и зазор так важны для надлежащей обкатки, мощности и долговечности
Что делает выбор поршневых колец и зазор колец столь важными для срока службы и мощности двигателя? Более того, что делает первый запуск двигателя столь важным для надлежащей обкатки и долговечности? Эти первые несколько минут работы двигателя закладывают основу для мощности, эффективности и срока службы двигателя. В идеальном мире все сборки двигателей должны включать динамометрический стенд для правильной обкатки двигателя. Однако, если вы похожи на большинство из нас, вы вряд ли сможете позволить себе сборку двигателя, не говоря уже о дополнительных расходах на динамометрический сеанс. На динамометрическом стенде изготовитель двигателя загружает двигатель и сильно нажимает на педаль газа, чтобы посадить поршневые кольца и подшипники, что сложнее сделать на открытой дороге.
В идеальном мире все сборки двигателей должны включать динамометрический стенд для правильной обкатки двигателя. Однако, если вы похожи на большинство из нас, вы вряд ли сможете позволить себе сборку двигателя, не говоря уже о дополнительных расходах на динамометрический сеанс. На динамометрическом стенде изготовитель двигателя загружает двигатель и сильно нажимает на педаль газа, чтобы посадить поршневые кольца и подшипники, что сложнее сделать на открытой дороге.
Однако обкатка двигателя опережает наш рассказ. Выбор поршня и колец — вот с чего все начинается. Прежде чем мы перейдем к типам поршневых колец, нам нужно поговорить о том, что делают поршневые кольца. Хотя работа поршневых колец очевидна — герметизация цилиндра и контроль масла, — другая не менее важная функция — передача тепла от поршня к стенке цилиндра посредством прямого контакта. Масло также отводит разрушительное тепло. Поскольку поршневые кольца стали тоньше для уменьшения трения, повышения эффективности и большей мощности, передача тепла от поршня к стенке цилиндра стала более важной и явно более жесткой для поршней.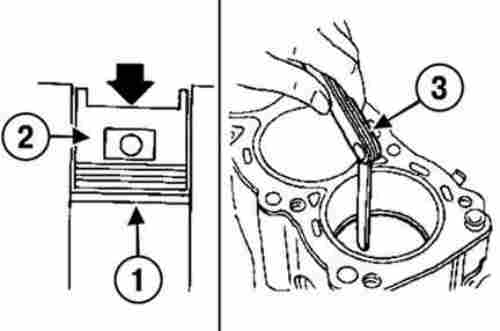
Если вы планируете высокопроизводительное вождение, выбор поршневых колец так же важен, как и выбор поршня. Выбор зависит от того, как будет использоваться ваш двигатель. Существует три основных типа поршней: литые, заэвтектические и кованые. Литые поршни, как правило, являются олдскульными и в свое время устанавливались на большинство легковых и грузовых автомобилей. Заэвтектические поршни отлиты с высоким содержанием кремния и выбраны из-за их твердости и стоимости. Они не намного дороже литых и долговечнее. Кованые поршни очень прочные и могут выдерживать большие нагрузки. Это единственный выбор для высокопроизводительных приложений. Недостатком кованых поршней является скорость расширения. Для них требуются большие зазоры между поршнем и стенкой цилиндра, поскольку они используют агрессивные скорости расширения.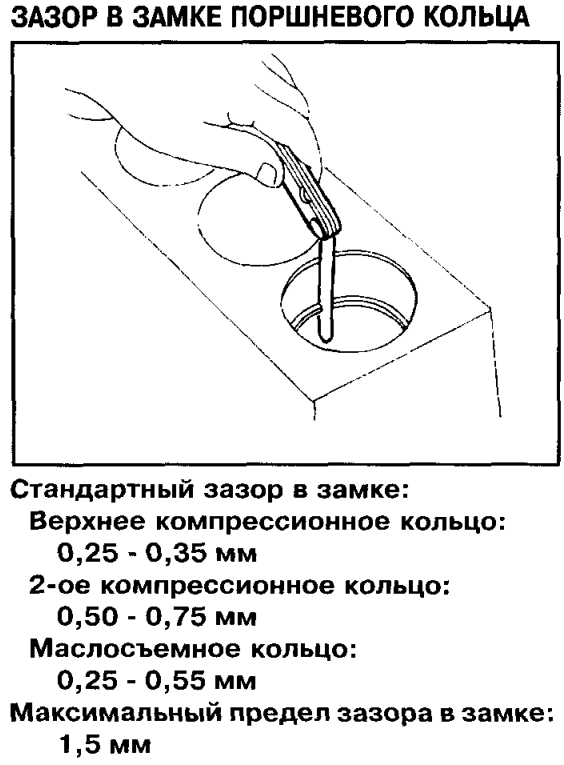 В результате они шумны при холодном запуске с очень предсказуемым грохотом, который сменяется тишиной по мере прогрева двигателя.
В результате они шумны при холодном запуске с очень предсказуемым грохотом, который сменяется тишиной по мере прогрева двигателя.
Ширина кольца является первым фактором при выборе кольца, которое зависит от того, как вы собираетесь использовать свой двигатель. Если вы собираетесь участвовать в гонках или участвовать в соревнованиях по экономии топлива, вам нужны более тонкие поршневые кольца, которые создают меньше трения и потребляют меньше энергии. Более обычные размеры поршневых колец (более широкие) подходят для круизеров выходного дня и ежедневных поездок на работу, потому что они лучше изнашиваются и выдерживают большие нагрузки. Вы получите от них больше жизни. Боковые зазоры канавок поршневых колец
должны составлять в среднем от 0,001 до 0,004 дюйма. Обратитесь к производителю поршней за рекомендуемыми зазорами. Раньше стандартные пакеты колец представляли собой 5/64-дюймовые верхние компрессионные и вторичные кольца, за которыми следовал 3/16-дюймовый пакет маслосъемных колец.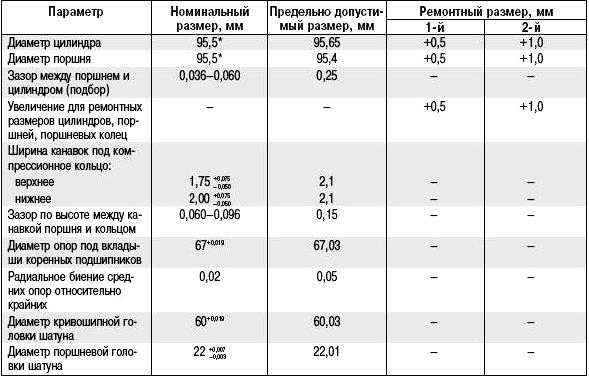 Эти размеры относятся к толщине кольца. Толщина 5/64 дюйма (0,078 дюйма) требовала значительного давления на стенку цилиндра для надлежащего уплотнения. Производители поршневых колец называют это радиальным натяжением. Обратной стороной этого является трение. Наибольшее трение в любом пакете поршневых колец создают маслосъемные кольца. Однако комбинированное трение всех трех колец является значительным. Это лишает двигатель мощности и экономичности.
Эти размеры относятся к толщине кольца. Толщина 5/64 дюйма (0,078 дюйма) требовала значительного давления на стенку цилиндра для надлежащего уплотнения. Производители поршневых колец называют это радиальным натяжением. Обратной стороной этого является трение. Наибольшее трение в любом пакете поршневых колец создают маслосъемные кольца. Однако комбинированное трение всех трех колец является значительным. Это лишает двигатель мощности и экономичности.
Автомобильные инженеры со временем поняли, что более тонкий пакет поршневых колец уменьшит внутреннее трение и повысит эффективность. Начиная с 1980-х годов заводские двигатели поставлялись с пакетом поршневых колец 1,5 мм / 1,5 мм / 3,0 мм для уменьшения трения. Поскольку поршневые кольца стали тоньше, величина радиального натяжения, необходимая для их уплотнения относительно стенки цилиндра, значительно снижается. Это происходит потому, что, когда мы уменьшаем общую площадь поверхности кольца, соприкасающегося со стенкой цилиндра, радиальное натяжение может быть уменьшено, чтобы создать такую же нагрузку на кольцо.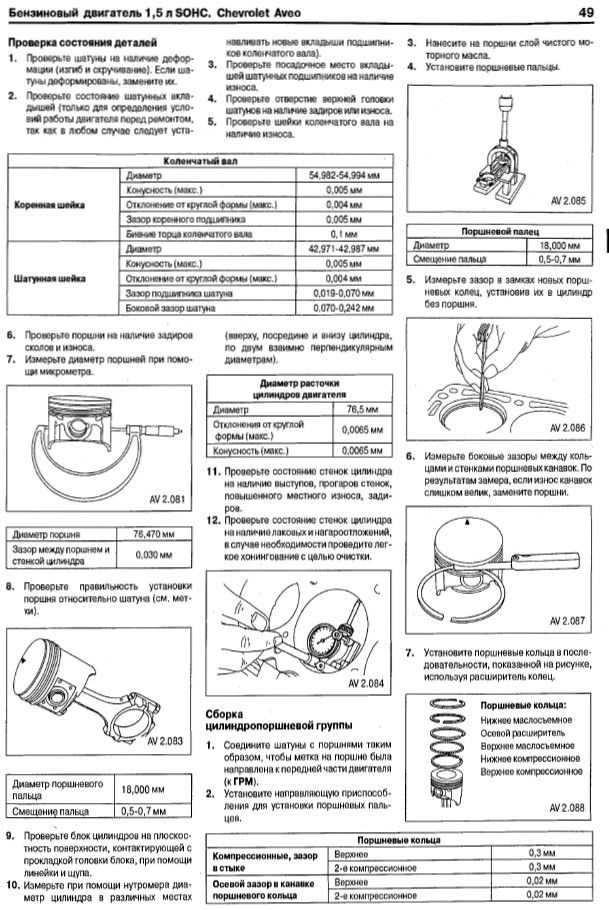
Уменьшая радиальное напряжение на стенке цилиндра с помощью тонкого поршневого кольца, мы также уменьшаем трение, возникающее при соприкосновении кольца со стенкой цилиндра. Мы повышаем мощность за счет снижения внутреннего трения в нескольких цилиндрах. Также можно с уверенностью сказать, что более тонкие поршневые кольца лучше герметизируются, а это означает, что прорыв газов через кольца (потеря мощности) уменьшается. Это означает, что больше давления в цилиндре (тепловой энергии) захватывается над поршнями, вознаграждая нас большей суммой мощности. Постепенно индустрия послепродажного обслуживания предлагает нам более широкий выбор комбинаций поршней и колец.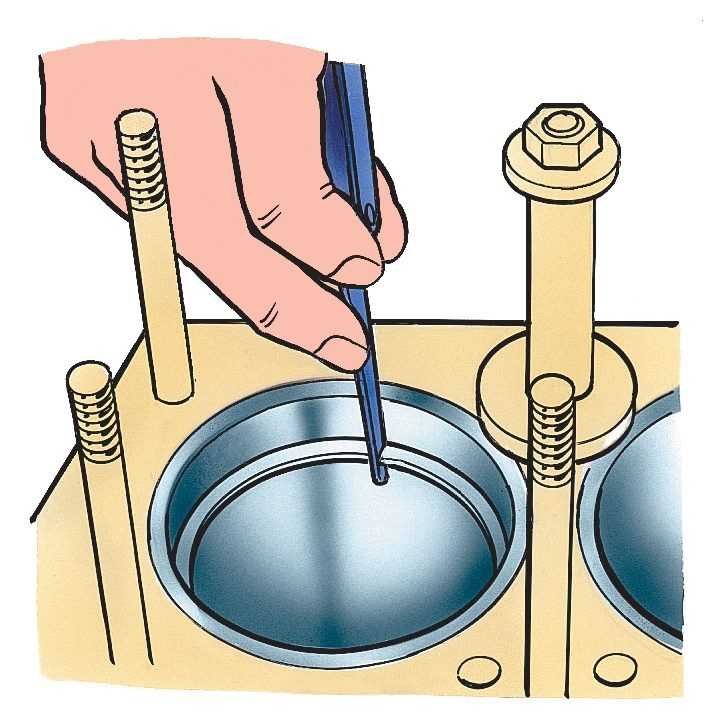
Поршневые кольца Total Seal от Summit Racing Equipment предлагают расширенную линейку тонких пакетов колец с низким коэффициентом трения для прогрессивных производителей двигателей, с ультратонкими поршневыми кольцами серии Advanced Profile с верхним и вторым кольцами толщиной 0,9 мм и маслосъемным кольцом толщиной 2 мм. По данным Summit Racing, замена типичного пакета тонких колец размером 1/16/1/16/3/16 дюймов на комбинацию ультратонких колец Total Seal 0,9/0,9/2 мм снижает внутреннее трение на целых 90 процентов. Именно эта передовая кольцевая технология дает нам как производительность, так и эффективность.
Усовершенствованная технология изготовления поршневых колец не может быть дешевой. Набор классических 1/16-дюймовых колец Total Seal от Summit для диаметра цилиндра 4,030 дюйма стоит чуть более 100 долларов. Вторичные кольца Total Seal Gapless стоят чуть менее 400 долларов за комплект. Кольцевые проставки стоят еще дороже — почти 500 долларов.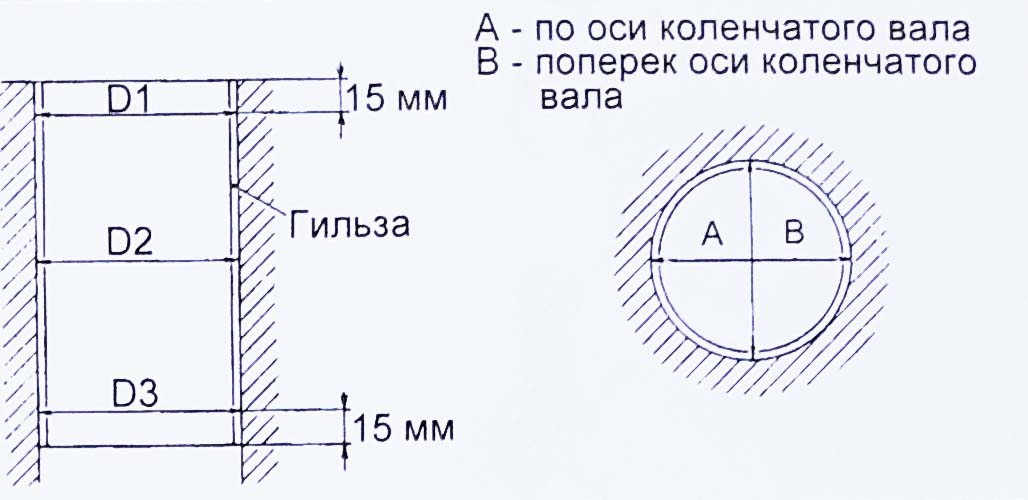 Пакеты поршневых колец
Пакеты поршневых колец
Для высокопроизводительных приложений важнее выбрать правильную конфигурацию поршня и степень сжатия, а также выбрать оптимизированный пакет колец. Это должно начаться с выбора правильного материала кольца. Ширину и тип кольца можно выбрать после выбора материала. JE Pistons, например, предлагает огромный выбор материалов для колец, который поначалу может показаться ошеломляющим. Во-первых, это углеродистая сталь , которая является гораздо более податливым материалом, чем традиционный чугун, и может выдерживать более высокие температуры без потери качества и лучше противостоять детонации.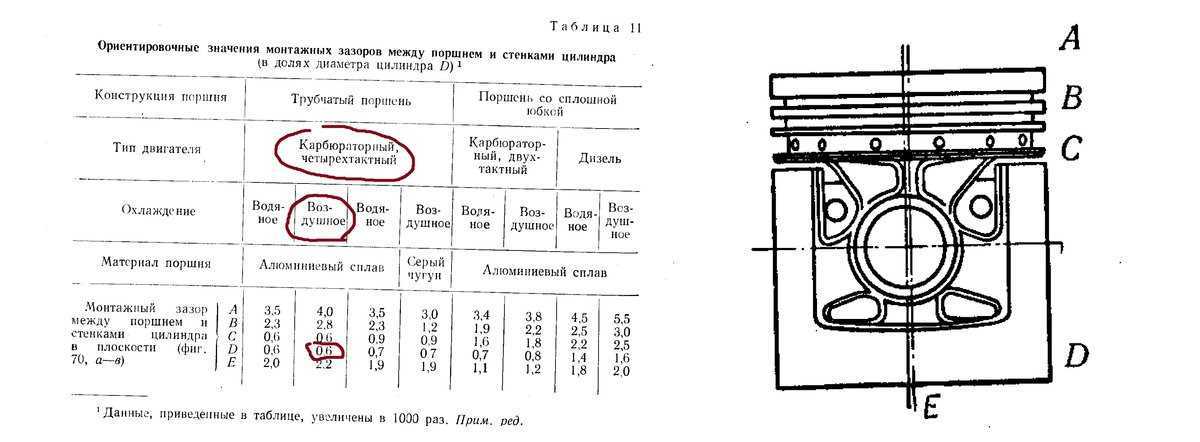 Чугун по своей природе хрупкий и не такой прочный, как закаленная кованая сталь. Верхние кольца из закаленной стали работают настолько хорошо, что даже автопроизводители в настоящее время используют их все больше в серийных двигателях для обеспечения долговечности. Сталь имеет больше смысла, если вы планируете наддув, закись азота или чрезмерное сжатие, потому что она лучше переносит экстремальные условия, чем железо.
Чугун по своей природе хрупкий и не такой прочный, как закаленная кованая сталь. Верхние кольца из закаленной стали работают настолько хорошо, что даже автопроизводители в настоящее время используют их все больше в серийных двигателях для обеспечения долговечности. Сталь имеет больше смысла, если вы планируете наддув, закись азота или чрезмерное сжатие, потому что она лучше переносит экстремальные условия, чем железо.
Хромированные кольца когда-то были популярны, но потеряли популярность и больше не используются производителями двигателей. Проблема со многими хромированными кольцами заключалась в том, что они были чрезвычайно твердыми и их было трудно взломать из-за их твердости. Более того, они не очень хорошо справлялись с детонацией. Рекомендуется их не использовать.
Здесь, над поршнем, вся мощность создается за счет отключения подачи топлива/воздуха. Работа компрессионных колец состоит в том, чтобы удерживать эту тепловую энергию. Невозможно использовать всю тепловую энергию, произведенную при выключении зажигания, потому что большая ее часть уходит через выхлопную систему и систему охлаждения.
Невозможно использовать всю тепловую энергию, произведенную при выключении зажигания, потому что большая ее часть уходит через выхлопную систему и систему охлаждения. Некоторые стальные кольца из нитрида предлагаются с прочным плазменным молибденовым покрытием в дополнение к газовому нитриду для долговечности. Верхние кольца из нитрида стали являются хорошим выбором для высокопроизводительных приложений, однако они не всегда оптимальны, поскольку могут быть дорогими. JE Pistons предлагает множество вариантов колец, если у вас ограниченный бюджет. Закаленный ковкий чугун является хорошим вариантом для дорожных двигателей и является шагом вперед по сравнению с традиционным чугуном с добавлением магния в серый чугун для повышения пластичности, поскольку ковкий чугун более гибкий. Он реже ломается. Фактически, ковкий чугун примерно в два раза превосходит по прочности на растяжение серый чугун и изгибается, а не ломается, когда подвергается высоким нагрузкам. Это делает ковкий чугун отличным верхним кольцом, когда вы беспокоитесь о стоимости. JE Pistons сообщает нам, что кольца из ковкого чугуна предлагаются с поверхностным покрытием из плазменного молибдена (молибдена), чтобы сделать их более совместимыми со стенками цилиндров из чугуна.
Это делает ковкий чугун отличным верхним кольцом, когда вы беспокоитесь о стоимости. JE Pistons сообщает нам, что кольца из ковкого чугуна предлагаются с поверхностным покрытием из плазменного молибдена (молибдена), чтобы сделать их более совместимыми со стенками цилиндров из чугуна.
Компания JE Pistons добавляет свой пакет колец Premium Race серии , который представляет собой отличный пример верхнего кольца из ковкого чугуна, в котором используется более современная технология плазменно-молибденовой вставки, которая создает чрезвычайно твердую, пористую, износостойкую поверхность, удерживающую масло и улучшает смазку и в то же время снижает внутреннее трение. Плазма применяется путем напыления на кольцо порошка сплава, содержащего хром, молибден и никель вместе с другими элементами, в небольшой канал на поверхности кольца. При сильном нагреве порошкообразный металл превращается в брызги расплава, обладающие адгезионными характеристиками, которые снижают вероятность отслаивания и разрушения. Такой подход означает более быструю обкатку и лучшую герметизацию цилиндра.
Такой подход означает более быструю обкатку и лучшую герметизацию цилиндра.
Второе поршневое кольцо не выдерживает сильного нагрева и давления, как верхнее кольцо. JE Pistons сообщает нам, что их пакет колец Plasma Moly является отличным выбором, требующим использования верхнего кольца из нитрида углеродистой стали с вторым кольцом из ковкого чугуна. Менее дорогой версией этой комбинации является комплект колец Sportsman Series , который включает верхнее кольцо из ковкого чугуна с плазменным напылением в сочетании со вторым кольцом из серого чугуна, что является более доступным комплектом колец.
Маслосъемные кольца в третьей канавке более простые, и в большинстве пакетов колец для двух уплотнительных колец используется углеродистая сталь. Расширитель в середине двух колец может быть разным, но главный вопрос, который вы хотите себе задать, — как будет использоваться двигатель? После того, как вы сделали выбор материала колец, вы можете перейти к следующему уровню принятия решений в отношении конструкции верхнего и второго колец, стилей поверхности, радиальной толщины и, возможно, любых специальных обработок, таких как притирка и/или ультра- или критическая обработка. закончить шаги. Весь этот процесс направлен на оптимизацию кольцевого уплотнения и улавливание давления в цилиндре над поршнем, где оно может быть преобразовано в мощность.
закончить шаги. Весь этот процесс направлен на оптимизацию кольцевого уплотнения и улавливание давления в цилиндре над поршнем, где оно может быть преобразовано в мощность.
Если вы хотите сэкономить деньги и не собираетесь участвовать в гонках, Summit Racing Equipment и Speedway Motors предлагают широкий выбор литых, заэвтектических и даже кованых поршней Speed Pro практически для каждого двигателя Детройта. Заэвтектические поршни — хороший компромисс между коваными и литыми, если вы просто собираетесь путешествовать. Технический персонал Summit может посоветовать вам, что лучше выбрать, а также правильный пакет колец для выбранного вами поршня.
 Однако в них есть пыль и мусор, смешанные с маслом, и их необходимо очистить, а затем покрыть моторным маслом. Верхние и вторичные компрессионные кольца имеют особую форму, которая отражает то, что они делают. Это вторичное компрессионное кольцо из ковкого чугуна с внутренней ступенькой. Стандартные пакеты колец представляли собой верхнее компрессионное и вторичное кольца размером 5/64 дюйма (справа), за которыми следовал пакет маслосъемных колец размером 3/16 дюйма. Гораздо более тонкие 1,5-мм кольцевые пакеты (слева) появились в 19-м веке.80 с для уменьшения трения и лучшей герметизации. Расширитель маслосъемного кольца проверяется на правильность установки перед установкой. Сделайте это, когда вы проверяете торцевые зазоры колец. Мы видели неправильно упакованные поршневые кольца, и вы не хотите обнаружить это при сборке двигателя. Концы расширителя должны упираться друг в друга. Рекомендуемый зазор компрессионного кольца зависит от того, как будет использоваться двигатель. С диаметром отверстия 4000 дюймов и высокопроизводительным уличным использованием вам понадобится торцевой зазор 0,018 дюйма с верхним кольцом.
Однако в них есть пыль и мусор, смешанные с маслом, и их необходимо очистить, а затем покрыть моторным маслом. Верхние и вторичные компрессионные кольца имеют особую форму, которая отражает то, что они делают. Это вторичное компрессионное кольцо из ковкого чугуна с внутренней ступенькой. Стандартные пакеты колец представляли собой верхнее компрессионное и вторичное кольца размером 5/64 дюйма (справа), за которыми следовал пакет маслосъемных колец размером 3/16 дюйма. Гораздо более тонкие 1,5-мм кольцевые пакеты (слева) появились в 19-м веке.80 с для уменьшения трения и лучшей герметизации. Расширитель маслосъемного кольца проверяется на правильность установки перед установкой. Сделайте это, когда вы проверяете торцевые зазоры колец. Мы видели неправильно упакованные поршневые кольца, и вы не хотите обнаружить это при сборке двигателя. Концы расширителя должны упираться друг в друга. Рекомендуемый зазор компрессионного кольца зависит от того, как будет использоваться двигатель. С диаметром отверстия 4000 дюймов и высокопроизводительным уличным использованием вам понадобится торцевой зазор 0,018 дюйма с верхним кольцом. Это только предполагаемый номер. Чем больше тепла мы направляем на кольца, тем больше должен быть зазор. Обратитесь к производителю поршня и колец за подробностями в зависимости от выбранного типа кольца и того, как будет использоваться ваш двигатель. Это шлифовальная машина для поршневых колец, на которой изготовитель двигателя может обрезать концы колец до нужного зазора. Торцевые зазоры колец проверяются, а затем тщательно шлифуются до нужного размера. После того, как торцевые зазоры колец обрезаны по размеру, изготовитель двигателя обрабатывает эти области, чтобы предотвратить задиры на канавках колец и стенках цилиндров. Компрессионным кольцам требуется пространство для перемещения и расширения, поэтому эти спецификации есть. Боковые зазоры должны быть в среднем от 0,001 до 0,002 дюйма в зависимости от того, как вы собираетесь использовать двигатель. Боковые зазоры могут достигать 0,004 дюйма в экстремальных условиях. За кольцом в канавке также должно быть место. На этом рисунке показан пример установки поршневых колец, а также правильное расположение торцевых зазоров колец.
Это только предполагаемый номер. Чем больше тепла мы направляем на кольца, тем больше должен быть зазор. Обратитесь к производителю поршня и колец за подробностями в зависимости от выбранного типа кольца и того, как будет использоваться ваш двигатель. Это шлифовальная машина для поршневых колец, на которой изготовитель двигателя может обрезать концы колец до нужного зазора. Торцевые зазоры колец проверяются, а затем тщательно шлифуются до нужного размера. После того, как торцевые зазоры колец обрезаны по размеру, изготовитель двигателя обрабатывает эти области, чтобы предотвратить задиры на канавках колец и стенках цилиндров. Компрессионным кольцам требуется пространство для перемещения и расширения, поэтому эти спецификации есть. Боковые зазоры должны быть в среднем от 0,001 до 0,002 дюйма в зависимости от того, как вы собираетесь использовать двигатель. Боковые зазоры могут достигать 0,004 дюйма в экстремальных условиях. За кольцом в канавке также должно быть место. На этом рисунке показан пример установки поршневых колец, а также правильное расположение торцевых зазоров колец. Торцевые зазоры колец и боковые зазоры варьируются от производителя к производителю и от типа кольца к типу кольца. Перед установкой поршневых колец промойте их в моторной смазке или моторном масле с вязкостью 30, не содержащем моющих присадок. Вы хотите, чтобы эти ребята были скользкими для хорошей посадки колец. Поршневые кольца JE, которые доступны в Summit Racing Equipment, предлагают вам множество вариантов колец в зависимости от того, как вы собираетесь эксплуатировать свой двигатель.
Торцевые зазоры колец и боковые зазоры варьируются от производителя к производителю и от типа кольца к типу кольца. Перед установкой поршневых колец промойте их в моторной смазке или моторном масле с вязкостью 30, не содержащем моющих присадок. Вы хотите, чтобы эти ребята были скользкими для хорошей посадки колец. Поршневые кольца JE, которые доступны в Summit Racing Equipment, предлагают вам множество вариантов колец в зависимости от того, как вы собираетесь эксплуатировать свой двигатель.Trending Pages
Посмотрите, как этот электрический китайский суперкар прыгает на месте и… ездит только на трех колесах
Acura S Integra 2024 ПЕРВЫЙ ВЗГЛЯД: Какой-то тип Speedy Civic или нечто большее?
Ford Tremor против Raptor: в чем разница между этими внедорожниками?
Новая Дакота? Почему пикап Ram среднего размера на этот раз выглядит настоящим
Популярные страницы
Посмотрите, как этот электрический китайский суперкар прыгает на месте и.
.. ездит только на трех колесах Integra Type S ПЕРВЫЙ ВЗГЛЯД: Какой-то тип Speedy Civic или нечто большее?Ford Tremor против Raptor: в чем разница между этими внедорожниками?
Новая Дакота? Почему пикап Ram среднего размера на этот раз выглядит настоящим
 .. ездит только на трех колесах Integra Type S ПЕРВЫЙ ВЗГЛЯД: Какой-то тип Speedy Civic или нечто большее?
.. ездит только на трех колесах Integra Type S ПЕРВЫЙ ВЗГЛЯД: Какой-то тип Speedy Civic или нечто большее?Зазор между поршнем и цилиндром: обучающее видео с Mahle
Сборка двигателя требует измерения нескольких компонентов для обеспечения адекватных зазоров. Зазор между поршнем и цилиндром является одной из таких критических областей. Хотя зазор обычно устанавливается оператором во время хонингования цилиндров, крайне важно, чтобы сборщик знал, как проводить измерения, чтобы перепроверить работу оператора. Mahle Motorsports подготовила это информативное видео о процессе.
Для измерения зазора между поршнем и отверстием требуются специальные инструменты.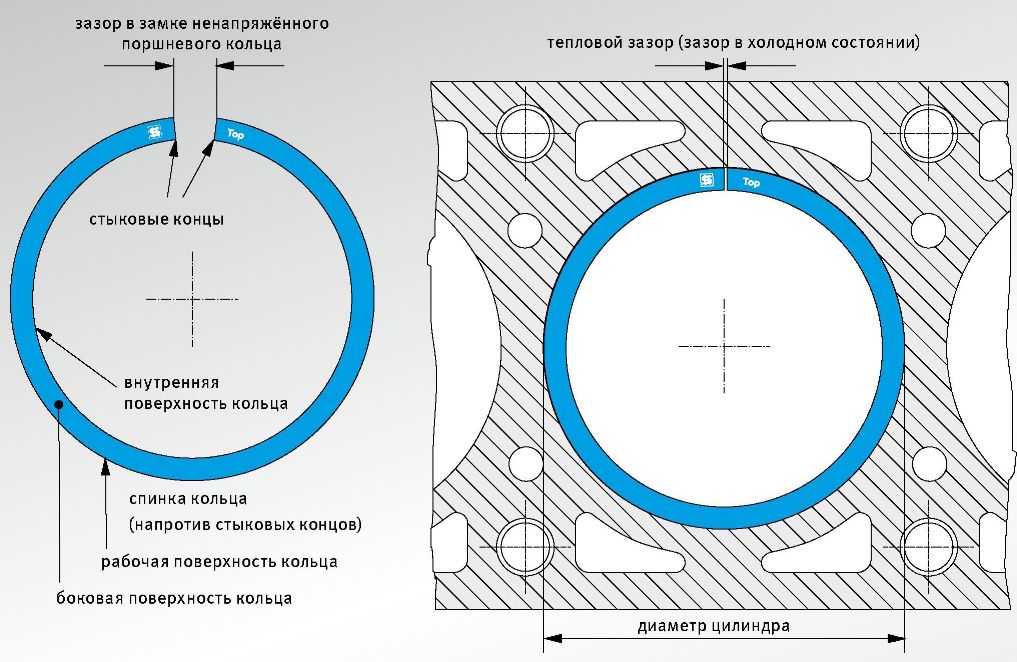 Список включает следующее: микрометр, штангенциркуль и нутромер. Микрометры имеют диапазон в один дюйм и будут использоваться для измерения поршня. Выберите микрометр с диапазоном, включающим диаметр поршня. Штангенциркуль используется для определения точки измерения на поршне. Будет достаточно штангенциркуля от нуля до шести дюймов.
Список включает следующее: микрометр, штангенциркуль и нутромер. Микрометры имеют диапазон в один дюйм и будут использоваться для измерения поршня. Выберите микрометр с диапазоном, включающим диаметр поршня. Штангенциркуль используется для определения точки измерения на поршне. Будет достаточно штангенциркуля от нуля до шести дюймов.
Наконец, нутромер будет использоваться для измерения диаметра цилиндра. Как и микрометр, нутромеры охватывают определенный диапазон. Тем не менее, нутромер поставляется с рядом удлинителей и прокладок, чтобы покрыть больший диапазон, например от двух до шести дюймов.
После того, как все инструменты были приобретены, необходимо найти спецификацию зазора и точку измерения поршня. Оба они предоставляются производителем поршня. Mahle предоставляет онлайн-версию своего руководства по применению через свой веб-сайт.
Руководство по применению Mahle очень простое. Найдите свое приложение, затем найдите номер детали поршня справа. Слева от номера детали указаны минимальный и максимальный зазоры и точка измерения поршня.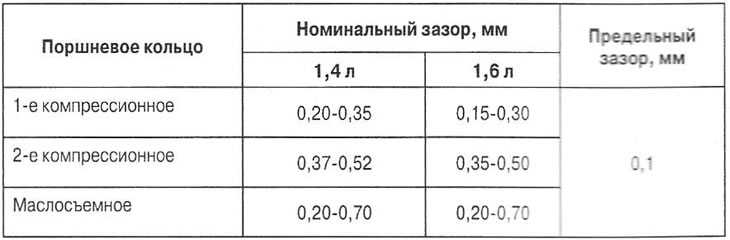
Определение правильной точки измерения имеет решающее значение, поскольку каждый поршень имеет уникальный профиль. Измерения, проведенные выше или ниже указанной точки, будут неверными. Неверное измерение поршня приведет к неправильному расчету зазора между поршнем и отверстием.
Штангенциркуль устанавливается на нужное расстояние для определения точки измерения (см. выше), а затем маркером отмечается точка на поршне (см. ниже).
Не забудьте поставить по одной отметке на каждой юбке для справки. Крайне важно, чтобы микрометр располагался на каждой юбке на правильной высоте.
Наковальня и шпиндель микрометра должны быть перпендикулярны юбке. Если одна сторона немного отклонится, вы получите неправильные измерения. Запишите размер поршня.
Существует несколько способов установки нутромера. В этом примере Mahle настроил нутромер для измерения фактического диаметра отверстия. Нутромер показывает ноль на отметке 4,040 дюйма. Альтернативный метод заключается в измерении зазора без выполнения каких-либо расчетов путем установки нутромера на ноль при измерении поршня. Показанием нутромера будет зазор между поршнем и отверстием.
Показанием нутромера будет зазор между поршнем и отверстием.
Покачайте датчик вперед и назад и возьмите наименьшее показание. Наименьшее показание получается, когда манометр расположен перпендикулярно стенке цилиндра. Добавьте показание к 4,040, чтобы определить размер отверстия. Этот калибр показывает 0,0002 дюйма (две десятитысячных дюйма), что обычно называют «двумя десятыми». Это в 15 раз тоньше среднего человеческого волоса!
Если цилиндр был отточен с помощью динамометрической пластины, скорее всего, отверстие имеет некруглую форму без затяжки головки цилиндра на месте. Поэтому рекомендуется проверять размер отверстия при установленной пластине крутящего момента. Если его нет, произведите измерение в нижней части цилиндра в месте выхода гильзы из сердечника блока. Деформация цилиндра в этой области ограничена.
Размер отверстия цилиндра минус диаметр поршня равняется зазору между поршнем и отверстием.
Переменные, влияющие на зазор между поршнем и цилиндром Точность измерений, таких как размер отверстия и диаметр поршня, имеет решающее значение для долговечности двигателя.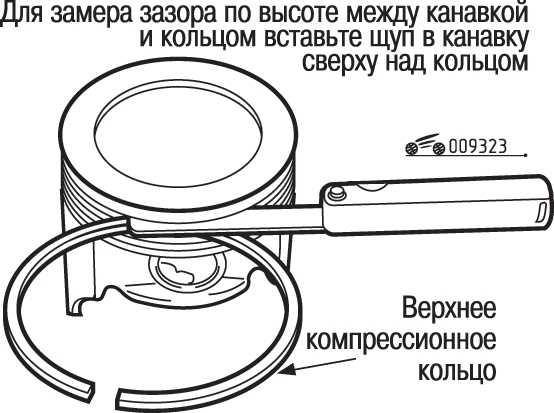 Учитывайте любые внешние факторы, которые могут исказить измерения. Мале указал на два общих.
Учитывайте любые внешние факторы, которые могут исказить измерения. Мале указал на два общих.
Во-первых, температура заставляет цилиндры и поршни расширяться и сжиматься. Крайне важно, чтобы и блок цилиндров, и поршни были комнатной температуры. Небольшие различия в температуре могут значительно изменить измерения, учитывая, что микрометр и нутромер измеряют с шагом в одну десятитысячную долю дюйма.
Измерительные инструменты также должны иметь комнатную температуру. Сведите к минимуму контакт рук с инструментами. Проведите измерение, затем отложите инструмент, чтобы записать показания. Тепло тела от удержания датчика в руке сдвинет стрелку на две десятых. Вручную прогрейте манометр перед обнулением и альтернативным измерением.
Как упоминалось ранее, хонингование цилиндра приводит поршень в соответствие с зазором отверстия. Предоставьте машинисту поршни, чтобы можно было получить правильный зазор. Шаги, изложенные Мале, позволят сборщику перепроверить работу слесаря.