Точечная сварка своими руками из инвертора
Точечную сварку можно встретить не только на производстве, но и в бытовых условиях. Преимущества выбора такого вида сварки заключается в ее надежности. Данным способом крепления легко соединить разноуглеродные стали, цветной металл. При этом, можно строить практически любые конфигурации и совмещения с металлами.
Позволяет создавать изделие под любые фантазии и потребности.
Спектр применения
Чаще всего, точечная сварка получила широкое применение в ремонте кабелей и бытовой техники. Точечная сварка позволяет производить ремонт аккумуляторов и других мобильных переносных устройств.
Технология сварки
Технология сварки аккумуляторов достаточно проста, пример можно посмотреть по видео ниже.
Весь процесс сварки заключается в нагреве рабочей металлической поверхности до пластичного состояния.
Для обеспечения качества требуется постоянное проведение процесса плавления. Непрерывность и определенная скорость рабочего темпа, сила нажатия являются ключевыми в работе. В дальнейшем эти параметры характеризуют качество изделий.
Основой принципа работы данной сварки служит преобразование электрической энергии в тепловую. Под воздействием тепла металлическая поверхность подвергаются плавлению.
Контакт электродов следует помещать в местах соединения 2 рабочих поверхностей деталей, необходимых для закрепления.
Застывание расплавленной массы происходит в момент отключения тока. Тем самым, исключается эффект растекания поверхности швов. Поэтому, данный вид сварки носит название точечный.
Клещи
Присоединение частей деталей осуществляется за счёт закрепления поверхности при помощи специальных клещей. Которые, подразделяются на подвесные и ручные.
- Подвесные.
 Получили широкое применение в условиях завода и промышленных предприятий, подлежат многократному использованию.
Получили широкое применение в условиях завода и промышленных предприятий, подлежат многократному использованию. - Ручные. Основной функцией служит передача электротока на электроды.
 Получили широкое применение в условиях завода и промышленных предприятий, подлежат многократному использованию.
Получили широкое применение в условиях завода и промышленных предприятий, подлежат многократному использованию.Ряд преимуществ
- Высокая скорость работы;
- Наивысшая степень электробезопасности;
- Обеспечение качественного соединения;
- Изготовить устройство для сварки можно в ручную.
Технический процесс
Вся система построена на элементарной передаче тепла в целях плавления металла в местах закрепления. На качество сварки может повлиять плохая очистка поверхности, видимые окислы.
Ознакомиться с техпроцессом можно по ссылке на видео.
Пользуясь законом теплопроводности, следовало бы учитывать этот параметр для большинства распространенных металлов. Параметры теплопроводности для некоторых из них представлены ниже в таблице.
Наименование металла | Температура плавления, Сᵒ |
Железо (низкоуглеродистая сталь) | ~1400 |
Медь | ~690 |
Алюминий | ~430 |
Цинк | ~1120 |
Электроды должны тоже соответствовать некоторым параметрам:
- Теплопроводность;
- Электропроводимость;
- Механическая прочность;
- Скорость обработки.
Электроды недолговечны и требуют бережного отношения. При постоянном воздействии температурного режима, необходимо прерываться. Данная возможность позволяет остыть электродам и свариваемой поверхности. Таким образом, продлевается ресурс электродов.
Диаметр электродов влияет на характеристику силы тока, а соответственно и на качество шва. Диаметр сечения электрода подбирается исходя из толщины рабочей поверхности. Электрод должен быть приблизительно в два раза толще закрепляемых изделий.
Контактная сварка
Контактная сварка позволяет проводить работы в обычных домашних условиях. Но, чаще всего, этот способ широко применяется в промышленности.
Видео по теме контактная сварка своими руками.
Заводы-изготовители позаботились о том, чтобы домашних условиях не присутствовали громоздкие аппараты по точечной сварке. Уже давно придуманы компактные мобильные устройства. Их предназначение заключается в ремонте домашней бытовой техники.
Такое устройство получило название споттер. Устройство оснащено двумя выводами, предназначенными для закрепления одного из них к рабочей поверхности изделия. Второй же вывод подводится к электроду.
Второй же вывод подводится к электроду.
В данной конфигурации в клещах нет необходимости. Источник тока должен располагаться на достаточно близком расстоянии от места проведения работ.
Не стоит обращать на малогабаритное устройство, она достаточно функционально для своего размера.
Наиболее простые устройства используют однофазный ток. Но надеяться на то, чтобы закрепить деталь более одного миллиметра не стоит. Закрепление более сложных деталей производится с привлечением дополнительного трансформатора.
Стоимость
Стоимость споттеров достаточно невелика. В самой дорогой категории находятся инверторные.
Как правило, бытовые устройства не требует больших мощностей. Поэтому, можно обойтись и самодельным аппаратом.
Точечная сварка отличается своим качеством шва. В большинстве случаев, чтобы его разрушить требуется применение серьезных механических воздействий. Чаще всего, для этого используются сверла.
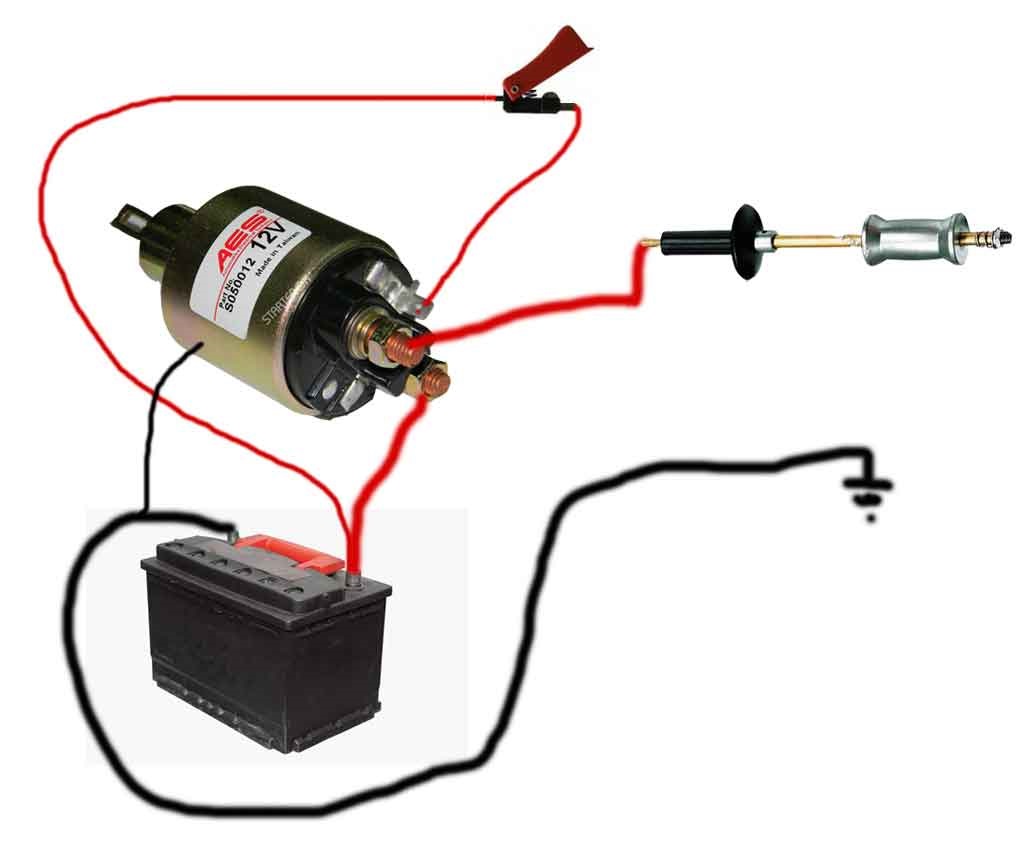
Схема аппарата
Если существует такая потребность, есть желание сделать устройство самому, то собрать его вполне возможно в домашних условиях.
Размеры аппарата по точечной сварке зависит, прежде всего, от потребностей. Наиболее удобными выступают устройства со средними габаритами.
Рисунок. Схема сварочного аппарата по точечной сварке.
Работа устройства заключается на принципе Ленца-Джоуля. Требования физического закона гласит, что проводник должен вырабатывать тепло в количестве равным пропорции с сопротивлением проводника, а также квадратом тока и затраченного времени.
К такому схемному решению обязательна установка выпрямительного моста. Через тиристорный мост происходит заряд конденсатора. Первый тиристор выступает в качестве катода.
Конденсаторный блок является своеобразной защитой и служит в качестве высвободителя тока. Создается принцип качели, постоянная зарядка и разрядка конденсаторов. Данный принцип позволяет создавать эффект точечной пайки. Шов равномерно и своевременно остывает, не позволяя расплываться металлу.
Для увеличения мощности в схему, также добавляются дополнительный тиристор с реле выключения.
Самодельный аппарат
Важной деталью сварочного аппарата служит трансформатор. Минимальное значение по мощности должно составлять 750 Вт.
Видео по созданию собственноручного устройства.
Создать устройство можно при помощи инвертора. Прежде чем, приступать к цели, необходимо обладать некоторыми навыками в области электротехники.
Более простой считается схема с использованием трансформатора взамен инвертора. Но такие устройства недостаточно мощные, чтобы производить работы с металлами достаточной толщины более 1 мм.
Шаги создания устройства
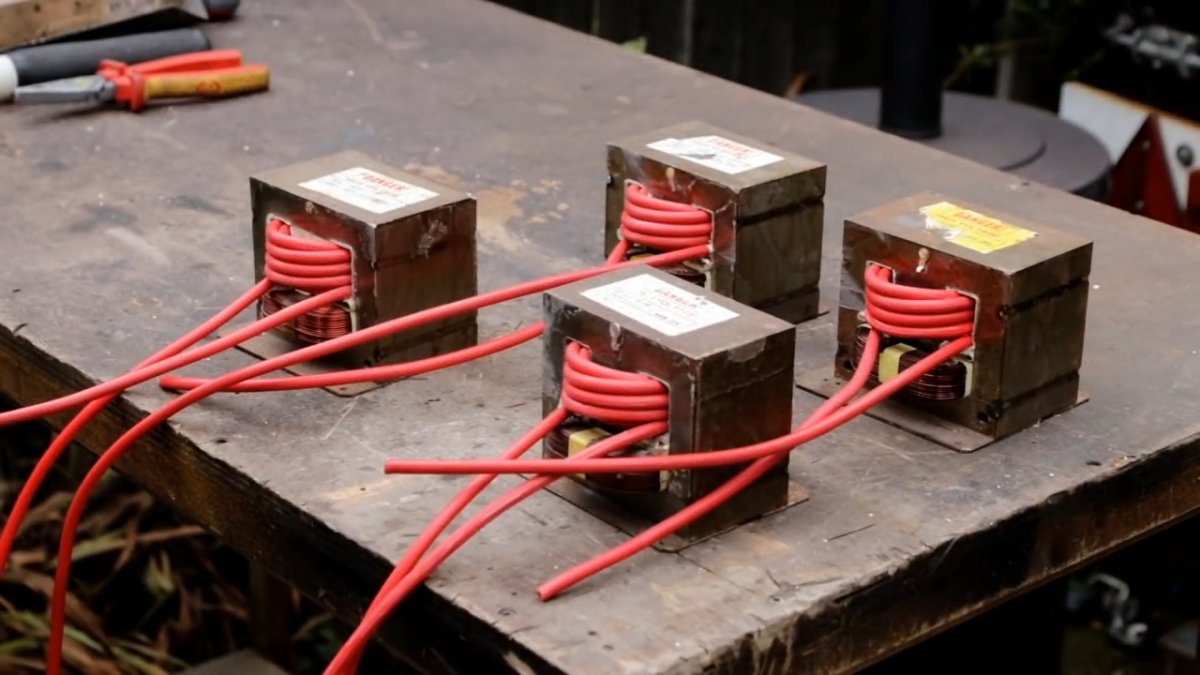
- Извлечь трансформатор из ненужной микроволновки;
- Избавиться от вторичной обмотки, креплений, шунтов;
- Произвести вторичную обмотку более толстым проводом, чем в первичной;
- Проверить собранное устройство на утечку тока;
- Утечки устранять изоляцией при помощи ленты;
- Проверить силу тока.

В качестве наконечников или электродов более всего подходит медный провод значительной толщины. Наконечники затачиваются и закрепляются.
Далее необходимо установить тумблер выключателя. Трансформатор следует закрепить к основанию. Для защиты устанавливается заземление. Соединения должны быть изолированы.
Контактная сварка своими руками из инвертора
Довольно часто возникает потребность в проведении сварочных работ в домашних условиях. Как правило, это небольшие объемы, выполняемые от случая к случаю. Поскольку сварочные аппараты заводского изготовления стоят очень дорого, многие мастера предпочитают изготавливать их различными способами из подручных материалов. Неплохим вариантом заводского аналога считается контактная сварка своими руками из инвертора, обеспечивающая высокое качество работ за сравнительно низкую себестоимость.
Содержание
Устройство и принцип работы контактной сварки
Принцип действия любого точечного сварочного аппарата заключается в нагревании электротоком в определенных местах металлических деталей, их последующем расплавлении, смешивании между собой и застывании.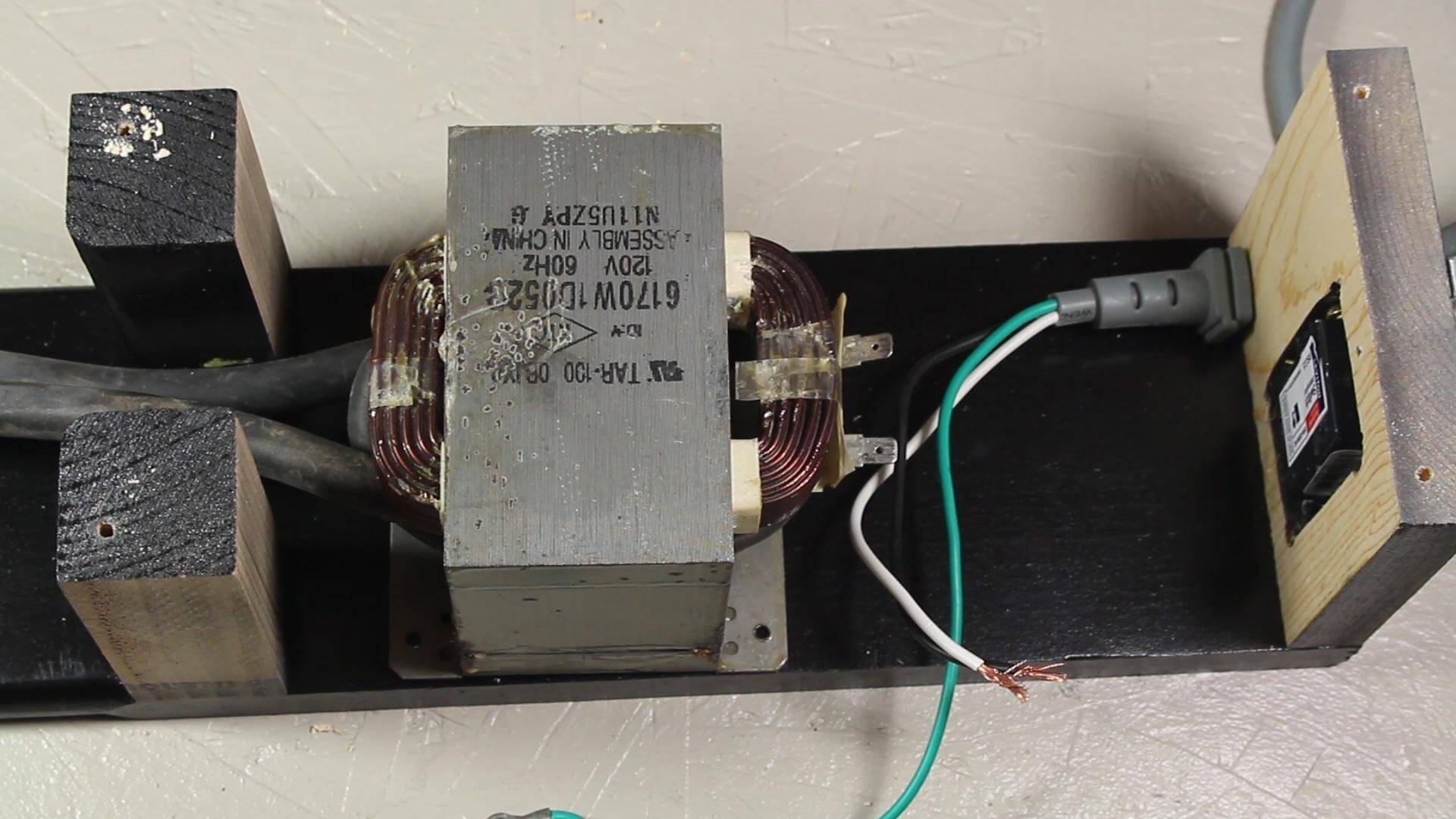 В результате, в местах застывания обоих металлов образуется сварочный шов. В процессе работы обе детали надежно сжимаются и фиксируются электродами, на которые подается электрический ток.
В результате, в местах застывания обоих металлов образуется сварочный шов. В процессе работы обе детали надежно сжимаются и фиксируются электродами, на которые подается электрический ток.
Для выполнения контактной сварки в домашних условиях потребуются мощные источники питания, что может привести к перегреванию и выходу из строя бытовой электропроводки. В связи с этим рекомендуется заранее проверить состояние проводки и заменить ее, если это необходимо.
При выполнении точечной сварки две заготовки соединяются между собой по прилегающим краям. Данный способ очень эффективен для работы с небольшими деталями, тонкими металлическими листами и прутками, диаметром до 5 мм.
Соединение поверхностей выполняется одним из трех способов:
- При использовании метода оплавления все детали, предназначенные для сварки, соединяются и нагреваются действием электрического тока до их расплавления. Данная технология широко используется в работе с цветными металлами, низкоуглеродистыми сталями, латунными и медными заготовками. В других областях этот метод применяется крайне редко из-за высоких требований к температурному режиму и отсутствию примесей в местах соединений. Точно так же работает и самодельная контактная сварка из сварочного аппарата.
- Непрерывная сварка заготовок методом оплавки выполняется с применением сварочных клещей. Соединение деталей происходит в момент включения тока. После оплавления краев монтируемых деталей, выполняется их осадка, а подача тока прекращается. Данным способом свариваются тонкостенные трубопроводы и заготовки с различной структурой. Основным недостатком этого метода является вероятность вытекания металла из сварочного шва и появление угарного газа.
- Третий способ представляет собой прерывистую оплавку, при выполнении которой обеспечивается поочередное плотное или ослабленное соприкосновение заготовок. Сварочная линия замыкается в области соединения зажимными клещами до поднятия их температуры к отметке 950 градусов. Данный метод применяется, если мощность сварочного устройства изначально недостаточна для выполнения непрерывной оплавки.
 В других областях этот метод применяется крайне редко из-за высоких требований к температурному режиму и отсутствию примесей в местах соединений. Точно так же работает и самодельная контактная сварка из сварочного аппарата.
В других областях этот метод применяется крайне редко из-за высоких требований к температурному режиму и отсутствию примесей в местах соединений. Точно так же работает и самодельная контактная сварка из сварочного аппарата.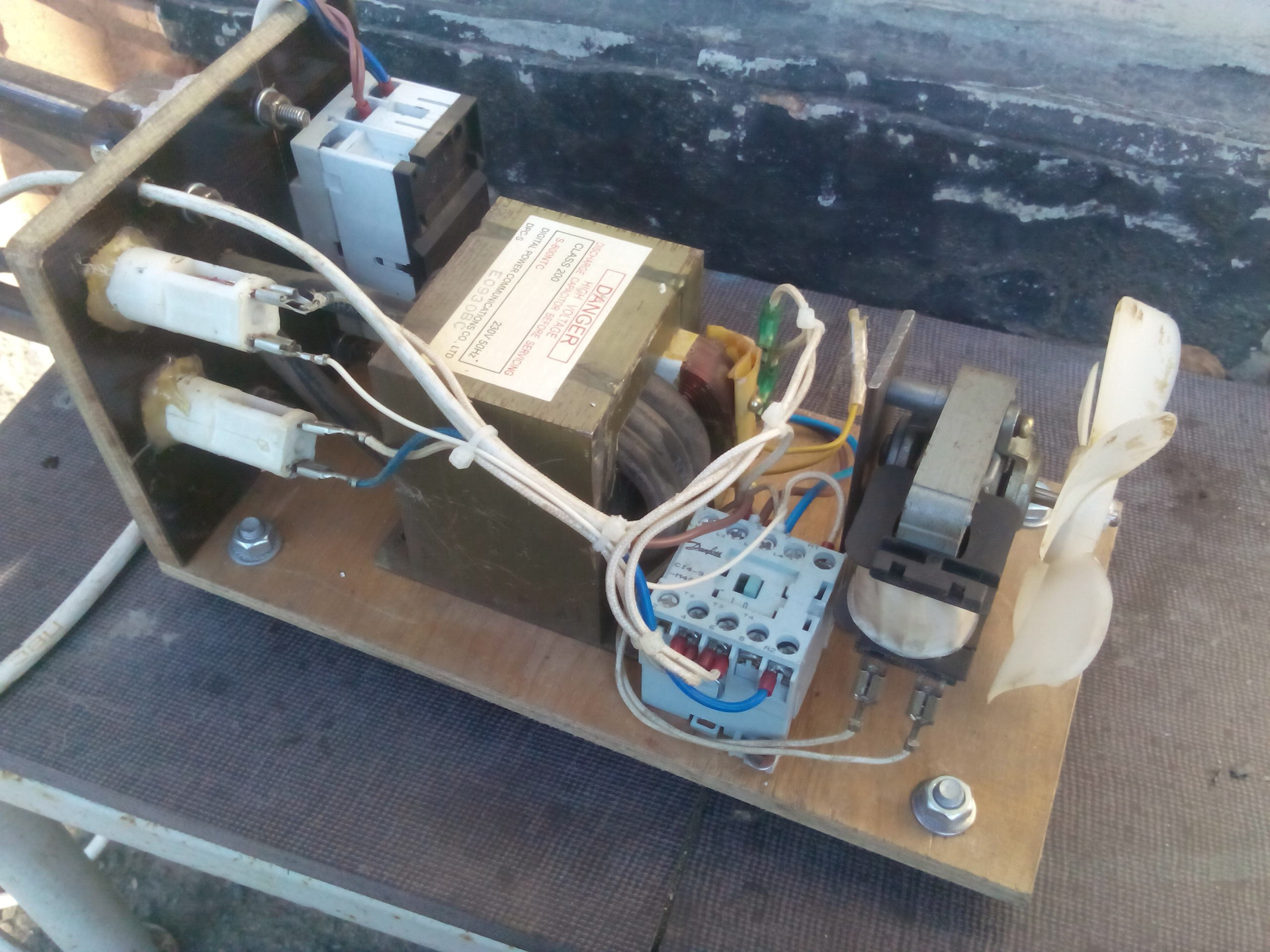
Подготовка деталей и сборка точечной сварки
Стандартная конструкция контактного сварочного аппарата состоит из силовой части, автоматического выключателя и защитного устройства. В свою очередь силовая часть включает в себя сварочный трансформатор и тиристорный пускатель, с помощью которых подключается первичная обмотка. Весь инвертор целиком не понадобится для самодельного сварочного аппарата, из него необходимо лишь взять основные детали. Это трансформатор с блоком питания, система управления и выключатель.
При изготовлении точечной сварки в первую очередь с трансформатора нужно снять вторичную обмотку, поскольку она совсем не используется во время работы. Главное при снятие обмотки – сохранить в целость первичной обмотки. Вместо удаленной вторичной обмотки накладывается другая, сделанная из толстого медного провода, сечением примерно 2-3 см. Затем она обматывается изоляционной бумагой и покрывается лаком с целью дополнительной изоляции и фиксации.
Затем проверяется направление каждой обмотки с помощью обычного вольтметра. Во вновь созданной цепи не должно быть коротких замыканий. После этого определяется сила тока. Данная процедура является обязательной для всех подобных устройств с двумя и более обмотками. Значение силы тока не должно быть более 2-х килоампер. В случае превышения установленного уровня, ее необходимо уменьшить.
Во вновь созданной цепи не должно быть коротких замыканий. После этого определяется сила тока. Данная процедура является обязательной для всех подобных устройств с двумя и более обмотками. Значение силы тока не должно быть более 2-х килоампер. В случае превышения установленного уровня, ее необходимо уменьшить.
Во время подготовки трансформаторной катушки и наматывания вторичной обмотки рекомендуется соблюдать обязательные правила. Для расчета количества витков можно воспользоваться формулой N = 50/S, в которой N является количеством витков, а S – площадью сердечника (см2). Ускорить вычисления поможет онлайн калькулятор расчета катушки индуктивности. Поскольку в конструкции применяются детали от инвертора, то вначале определяются параметры первичной катушки, производятся необходимые расчеты и только потом можно изготавливать вторичную обмотку.
Следует обратить внимание на заземление обеих обмоток. Это связано с высокой мощностью получаемого тока, который может оказаться смертельно опасным при контакте с деталями, находящимися под напряжением.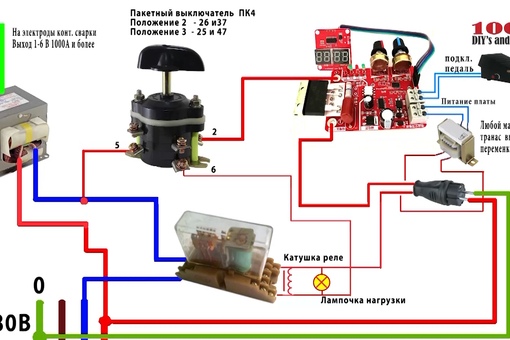 Наряду с тщательной изоляцией, большое значение имеет плотная укладка витков. Иначе могут возникнуть межвитковые замыкания и провода перегорят в результате перегрева. Необходимо позаботиться и об охлаждении трансформатора. Вполне возможно потребуется устанавливать дополнительную систему охлаждения, в состав которой входят радиаторы, обдуваемые вентиляторами.
Наряду с тщательной изоляцией, большое значение имеет плотная укладка витков. Иначе могут возникнуть межвитковые замыкания и провода перегорят в результате перегрева. Необходимо позаботиться и об охлаждении трансформатора. Вполне возможно потребуется устанавливать дополнительную систему охлаждения, в состав которой входят радиаторы, обдуваемые вентиляторами.
Дополнительные элементы сварочного аппарата
Следующим этапом после изготовления трансформатора будет изготовление контактных клещей. От качества их изготовления во многом зависит, как станет работать контактная сварка из инвертора. Конструкция клещей выбирается в зависимости от специфики будущих сварочных работ. Захватное устройство изготавливается в соответствии с системой привода и размерами соединяемых деталей.
Важнейшей деталью клещей считаются контактные наконечники. Можно использовать медные наконечники от паяльника или приобрести уже готовые изделия. Следует учитывать и то, что они не должны плавиться во время работы, поэтому для их изготовления должен применяться тугоплавкий металл.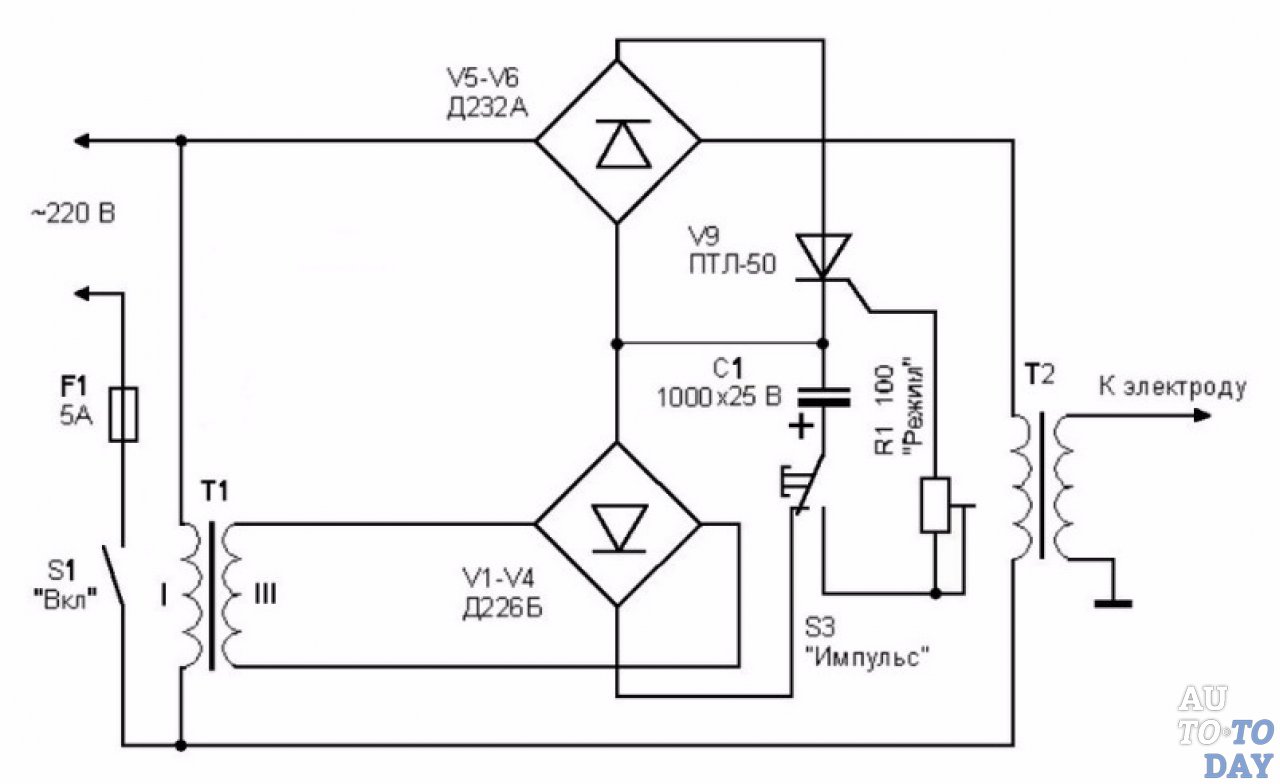 Обычно используются прутки диаметром около 15 мм. Диаметр подключаемого кабеля всегда меньше диаметра наконечников.
Обычно используются прутки диаметром около 15 мм. Диаметр подключаемого кабеля всегда меньше диаметра наконечников.
Провода соединяются с электродами с помощью обычных медных наконечников. Непосредственное соединение осуществляется болтами или пайкой, что значительно снижает вероятность окисления в местах контактактов. Пайка чаще всего используется в маломощных аппаратах, позволяя исключить неправильные соединения, вызывающие нарушения тока на выходе устройства.
Основным преимуществом болтовых соединений является возможность быстрой замены деталей, вышедших из строя, без проведения дополнительных работ по пайке. Все болты и гайки должны быть медными. Если же предполагается накладывать соединительные швы с большой протяженностью, в этом случае наконечники оснащаются специальными роликами.
После изготовления клещей наступает время для решения не менее сложной задачи – обеспечение необходимого давления электродов в точке сваривания деталей. Основная сложность связана с тем, что вручную невозможно создать высокое и равномерное давление.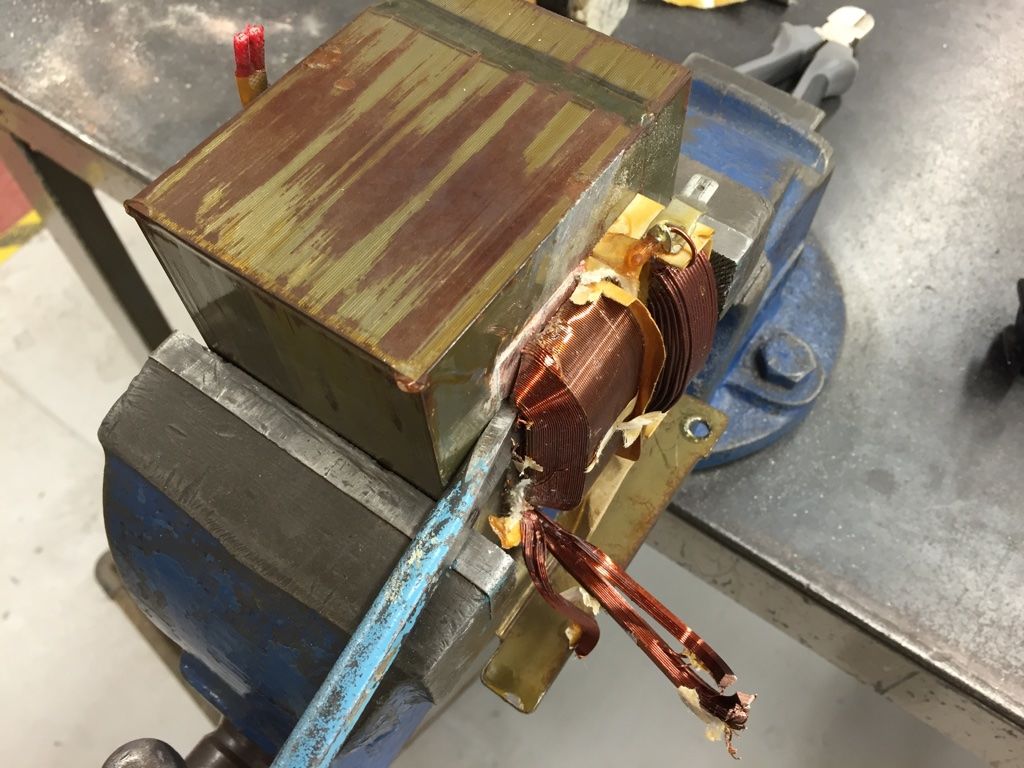 Если другие варианты не рассматриваются, то лучше всего изначально отказаться от изготовления точечной сварки из инвертора, потому что эффективность такого аппарата будет крайне низкой.
Если другие варианты не рассматриваются, то лучше всего изначально отказаться от изготовления точечной сварки из инвертора, потому что эффективность такого аппарата будет крайне низкой.
В промышленности эта проблема успешно решается путем использования усилителей на основе пневматических или гидравлических систем. В домашних условиях изготовить такие приспособления практически невозможно. Для самодельной точечной сварки лучше всего подойдет система, работающая на сжатом воздухе, которая приводится в действие обычным пневматическим компрессором. Наиболее оптимальным максимальным показателем, необходимым для нормальной работы, будет усилие на концах электродов, составляющее 100 кг и более. Изменение давления происходит с помощью отдельного регулятора, который может быть встроен и в общую систему управления.
На завершающем этапе сборки контактной сварки из инвертора остается лишь смонтировать всю систему. Для монтажа рекомендуется воспользоваться уже готовыми элементами, что существенно упрощает сборку и улучшает эксплуатационные характеристики. Все недостающие детали находятся в инверторе, из которого уже был взят трансформатор.
Все недостающие детали находятся в инверторе, из которого уже был взят трансформатор.
Сварка медных проводов: технология, аппараты для сварки
Наконечники для проводов под опрессовку: типы, нюансы работы
Сварка медных проводов инвертором с применением угольного и графитового электрода, и точечным методом
Токоизмерительные клещи: назначение, принцип работы, как пользоваться
Как правильно паять многожильные и одножильные провода паяльником
Клещи для обжима наконечников проводов: разновидности, применение и техника опрессовки
Аппараты точечной сварки сопротивлением| Машины для точечной сварки
T. J. Snow предлагает полную линейку стандартных и специально разработанных аппаратов контактной точечной сварки и аппаратов рельефной сварки, в том числе автоматические аппараты для точечной сварки с несколькими пистолетами и специальные аппараты для точечной сварки. Кроме того, мы специализируемся на других типах аппаратов для контактной сварки, таких как аппараты для сварки швом, аппараты для стыковой сварки и сварки оплавлением, аппараты для сварки конденсаторным разрядом (CD), аппараты для настольной сварки и аппараты для точечной микросварки. Мы также восстанавливаем или полностью модернизируем и переоснащаем существующие сварочные аппараты клиентов или выбираем один из нашего большого разнообразия бывших в употреблении машин для контактной точечной сварки.
Кроме того, мы специализируемся на других типах аппаратов для контактной сварки, таких как аппараты для сварки швом, аппараты для стыковой сварки и сварки оплавлением, аппараты для сварки конденсаторным разрядом (CD), аппараты для настольной сварки и аппараты для точечной микросварки. Мы также восстанавливаем или полностью модернизируем и переоснащаем существующие сварочные аппараты клиентов или выбираем один из нашего большого разнообразия бывших в употреблении машин для контактной точечной сварки.
Просмотрите наш огромный ассортимент бывших в употреблении и отремонтированных аппаратов для точечной сварки!
Сварочный инвентарь б/у Созданные для экономии ценной производственной площади, аппараты для точечной и проекционной сварки SlimLine на пьедестале компании T. J. Snow представляют собой недорогие, надежные машины, которые можно быстро доставить. Идеально подходящие для приварки гаек и шпилек к металлическим штамповкам, SlimLines доступны в тигельном исполнении с плоской нижней инструментальной платформой или в роговом исполнении с нижним кронштейном для точечной сварки и электрододержателем.
Сварочные аппараты для контактной сварки T. J. Snow, предназначенные для обеспечения высокого усилия сварки без прогиба, доступны в трех различных конфигурациях: аппарат для точечной сварки (с кронштейнами), аппарат для проекционной сварки (с плитами), аппарат для шовной сварки и комбинированный аппарат для точечной и проекционной сварки. (руки и плиты). Стандартные размеры трансформаторов переменного тока варьируются от 50 до 500 кВА, также доступны специальные опции. Доступны также блоки питания MFDC и трехфазного преобразователя частоты.
T. J. Snow с коромыслом оснащены прочной рамой и трансформаторами с многослойным сердечником, которые могут создавать ток и усилие сварки, необходимые даже при установленных длинных рычагах. Легкие и тяжелые рамы предлагаются с различной длиной стрелы и конфигурациями.
TECNA предлагает широкий ассортимент аппаратов для точечной и рельефной сварки, а также производит линейку продуктов и аксессуаров для аппаратов для контактной сварки, включая переносные пистолеты, аппараты для точечной сварки с коромыслом, аппараты для точечной сварки с прессованием, аппараты для точечной сварки с прессованием MFDC и балансиры.
T. J. Snow является дистрибьютором Transgun и портативных сварочных пистолетов для контактной точечной сварки. Пожалуйста, позвоните для получения информации о новых и бывших в употреблении вариантах переносного огнестрельного оружия.
T. J. Snow является дистрибьютором первоклассных ручных или пневматических пистолетов для точечной сварки со встроенными трансформаторами и цифровым управлением сваркой. Доступны в 2-6 кВА. Пистолеты для точечной сварки TECNA® — отличная замена снятой с производства линейке аппаратов для точечной сварки Miller Electric. Доступны варианты с креплением на пьедестал.
T. J. Snow является дистрибьютором среднечастотных инверторных сварочных горелок TECNA. Доступны в 50-90 кВА.
Разработанные для высокоточного массового производства решения для контактной сварки с разрядом конденсатора доступны от T. J. Snow в диапазоне от 1 до 160 кДж. Сварка сопротивлением конденсаторного разряда идеально подходит для выступающих, запрессовываемых и кольцевых выступов диаметром до 4,5 дюймов.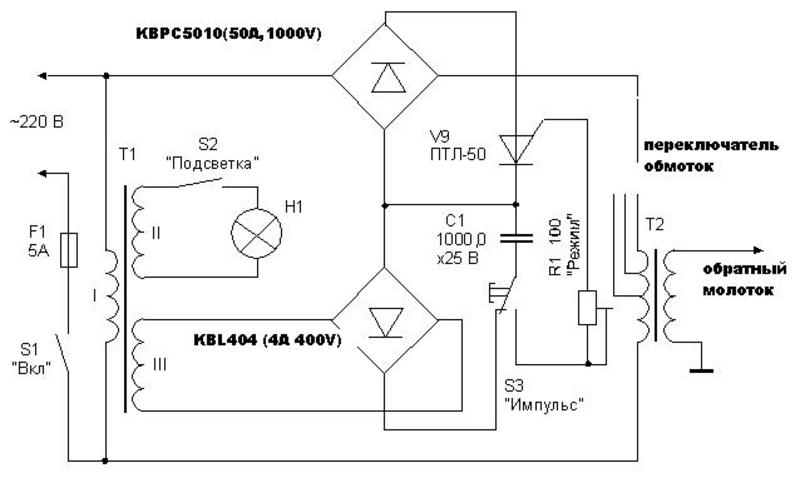 Сварные швы с низкой маркировкой могут быть лучше получены благодаря минимальной зоне термического влияния.
Сварные швы с низкой маркировкой могут быть лучше получены благодаря минимальной зоне термического влияния.
Аппараты для контактной шовной сварки сконструированы так же, как аппараты контактной сварки прессового типа, за исключением того, что сварочное усилие прикладывается с помощью двух вращающихся медных колес, а система управления регулирует скорость вращения и вторичную выходную силу тока. Полученные сварные швы могут быть сплошными швами, точечными сварными швами внахлест или точечными сварными швами с равномерными интервалами.
Благодаря приводу с сервоприводом с высокой силой тяги и медленным приближением, верхний электрод сварочного аппарата Servo SlimLine компании T. J. Snow движется быстро, а затем замедляется непосредственно перед контактом со свариваемым металлом.
Универсальный сварочный аппарат SlimLine, настраиваемый для различных применений, эффективен и экономичен.
Машины для контактной сварки T. J. Snow, разработанные по индивидуальному заказу, созданы для удовлетворения требований и производственных квот конечного продукта нашего клиента. Оснащенные дополнительными функциями, такими как автоматизация и инструменты, станки на заказ обеспечивают эффективность и качество.
Оснащенные дополнительными функциями, такими как автоматизация и инструменты, станки на заказ обеспечивают эффективность и качество.
T. J. Snow производит сверхмощный аппарат для стыковой сварки, рассчитанный на высокую производительность. Благодаря мощному трансформатору двойного напряжения с водяным охлаждением мощностью 55 кВА эти машины могут сваривать встык проволоку CRS диаметром до 3/8″. Система управления ENTRON модели EN1000 является стандартной, но другие марки доступны по запросу.
Сварка оплавлением соединяет два куска металла во время дугового процесса и сваривает их встык.
Наши бывшие в употреблении отремонтированные и восстановленные аппараты для точечной сварки представляют собой большую ценность, поскольку они разработаны в соответствии с самыми высокими отраслевыми стандартами и обеспечивают качественную контактную сварку. Мы предлагаем сварочные аппараты Fast Ship T. J. Snow Spot, а также подержанное сварочное оборудование других производителей, таких как LORS, Sciaky, Taylor-Winfield, Banner и Federal Welder.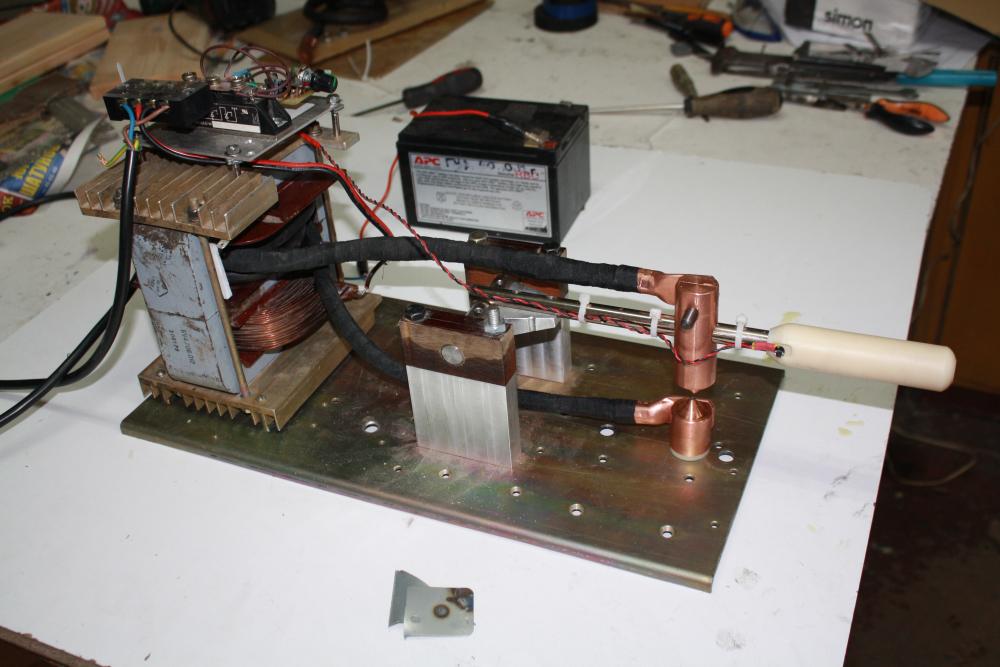
Сотрудничая с ведущими поставщиками решений для робототехники, T. J. Snow предлагает ценные концепции контактной сварки, которые улучшают производство и обеспечивают лучшее решение для автоматизации, адаптированное к вашим потребностям.
T. J. Snow предлагает компактные аппараты для точечной и рельефной сварки настольного типа с прочной механической рамой типа «С». Наши настольные сварочные аппараты спроектированы так, чтобы свести к минимуму прогиб и легко интегрироваться с трансформаторами переменного тока или MFDC и средствами управления сваркой.
С вариантами от 4 унций. до 150 фунтов. силы, микросварщики являются идеальным решением для сварки аккумуляторов, медицинских устройств, электроники, лабораторных, автомобильных и аэрокосмических приложений. Микросварочные аппараты обеспечивают высококачественную прецизионную сварку мелких деталей, необходимую для различных конфигураций и опций.
T. J. Snow предлагает полную линейку оборудования для приварки шпилек, включая ручной ручной пистолет, ручной пистолет с автоподатчиком, пистолет, установленный на подставке, или полностью автоматический пистолет на многоосевом столе с ЧПУ, который может подавать несколько типов шпилек и разместить несколько пистолетов. Мы предлагаем решения для всех этих вариантов. Приварка шпилек — это простое крепление шпильки к металлической поверхности без добавления или удаления какого-либо материала в процессе.
Мы предлагаем решения для всех этих вариантов. Приварка шпилек — это простое крепление шпильки к металлической поверхности без добавления или удаления какого-либо материала в процессе.
Специальная оснастка, будь то переоснащение существующей машины или новая концепция стандартной или специально разработанной машины, может быть разработана собственными силами в соответствии с вашими деталями и спецификациями. Наш полностью оборудованный механический цех может быстро воплотить идеи в жизнь. Благодаря современному манипулятору CMM Faro и обрабатывающим центрам с ЧПУ мы можем делать это быстро и с более жесткими допусками.
Готовы обсудить ваше решение для контактной сварки?
Обратитесь в наш отдел приложений
О КОМПАНИИ
T. J. Snow Company
Наша компания была основана в 1963 г. Т. Дж. «Джимом» Сноу-старшим, чьи ценности продолжают способствовать нашему росту и успеху. Он считал, что производители металла заслуживают обслуживания, опыта и справедливых цен на оборудование и расходные материалы для контактной сварки.
Благодаря этой философии и прочному фундаменту мы создали глобальную клиентскую базу, которая опирается на преданность делу и последовательность T. J. Snow Company. За последние 50 лет компания T. J. Snow увеличила мощности, и в 2010 году компания переехала в новый объект площадью 52 000 квадратных футов на территории более 12 акров, прилегающей к аэропорту Чаттануга, штат Теннесси, Ловелл Филд.
У нас самый разнообразный ассортимент оборудования и расходных материалов для контактной сварки в стране. Это означает внезапное обслуживание при размещении заказа!
Что такое точечная сварка? (Полное руководство по сварке)
Что такое точечная сварка?
Точечная сварка (также известная как контактная точечная сварка) представляет собой процесс контактной сварки. Этот процесс сварки используется в основном для сварки двух или более металлических листов путем приложения давления и тепла от электрического тока к области сварки.
Он работает путем контакта электродов из медного сплава с поверхностями листа, при этом применяется давление и электрический ток, а тепло генерируется за счет прохождения тока через резистивные материалы, такие как низкоуглеродистая сталь.
Эта статья является одной из серии часто задаваемых вопросов (FAQ) TWI.
Если у вас есть какие-либо вопросы или вам нужна помощь, напишите нам, чтобы получить консультацию специалиста:
Как работает точечная сварка?
Форма контактной сварки, точечная сварка — один из старейших сварочных процессов, при котором два или более листа металла свариваются вместе без использования какого-либо присадочного материала.
Процесс включает приложение давления и тепла к зоне сварки с использованием формованных электродов из сплава меди, которые пропускают электрический ток через свариваемые детали. Материал плавится, сплавляя части вместе, после чего ток отключается, поддерживается давление электродов, и расплавленный «самородок» затвердевает, образуя соединение.
Материал плавится, сплавляя части вместе, после чего ток отключается, поддерживается давление электродов, и расплавленный «самородок» затвердевает, образуя соединение.
Схема контактной точечной сварки
Сварочное тепло вырабатывается электрическим током, который передается на заготовку через электроды из медного сплава. Медь используется для электродов, так как она имеет высокую теплопроводность и низкое электрическое сопротивление по сравнению с большинством других металлов, что обеспечивает выделение тепла преимущественно в заготовках, а не в электродах.
Количество тепла зависит от теплопроводности и электрического сопротивления металла, а также от времени подачи тока. Это тепло может быть выражено уравнением:
Q = I 2 Rt
В этом уравнении «Q» — тепловая энергия, «I» — ток, «R» — электрическое сопротивление, а «t» — время, в течение которого подается ток.
Материалы, подходящие для точечной сварки
Благодаря более низкой теплопроводности и более высокому электрическому сопротивлению сталь сравнительно легко поддается точечной сварке, при этом низкоуглеродистая сталь больше всего подходит для точечной сварки.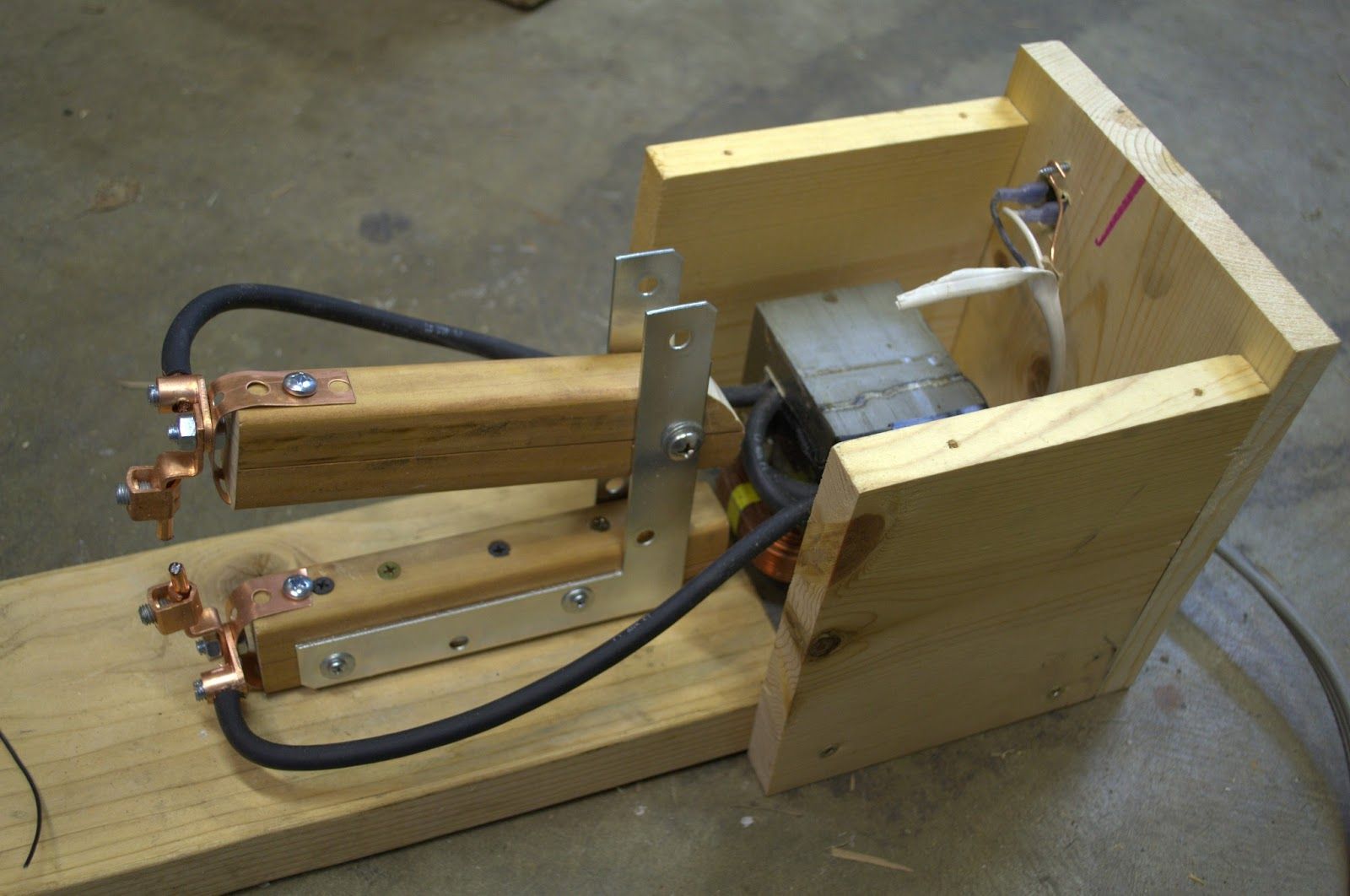 Однако стали с высоким содержанием углерода (углеродный эквивалент > 0,4 мас.%) склонны к плохой вязкости разрушения или растрескиванию в сварных швах, поскольку они имеют тенденцию образовывать твердые и хрупкие микроструктуры.
Однако стали с высоким содержанием углерода (углеродный эквивалент > 0,4 мас.%) склонны к плохой вязкости разрушения или растрескиванию в сварных швах, поскольку они имеют тенденцию образовывать твердые и хрупкие микроструктуры.
Для сварки оцинкованной стали (с цинковым покрытием) требуется немного более высокий сварочный ток, чем для стали без покрытия. Кроме того, при использовании цинковых сплавов медные электроды быстро портят поверхность и приводят к ухудшению качества сварного шва. При точечной сварке оцинкованных сталей необходимо либо часто менять электроды, либо «зачищать» поверхность кончика электрода, когда резак удаляет загрязненный материал, обнажая чистую медную поверхность, и изменяет форму электрода.
Другие материалы, обычно свариваемые точечной сваркой, включают нержавеющие стали (в частности, аустенитные и ферритные марки), никелевые сплавы и титан.
Хотя алюминий имеет теплопроводность и электрическое сопротивление, близкие к меди, температура плавления алюминия ниже, что означает возможность сварки.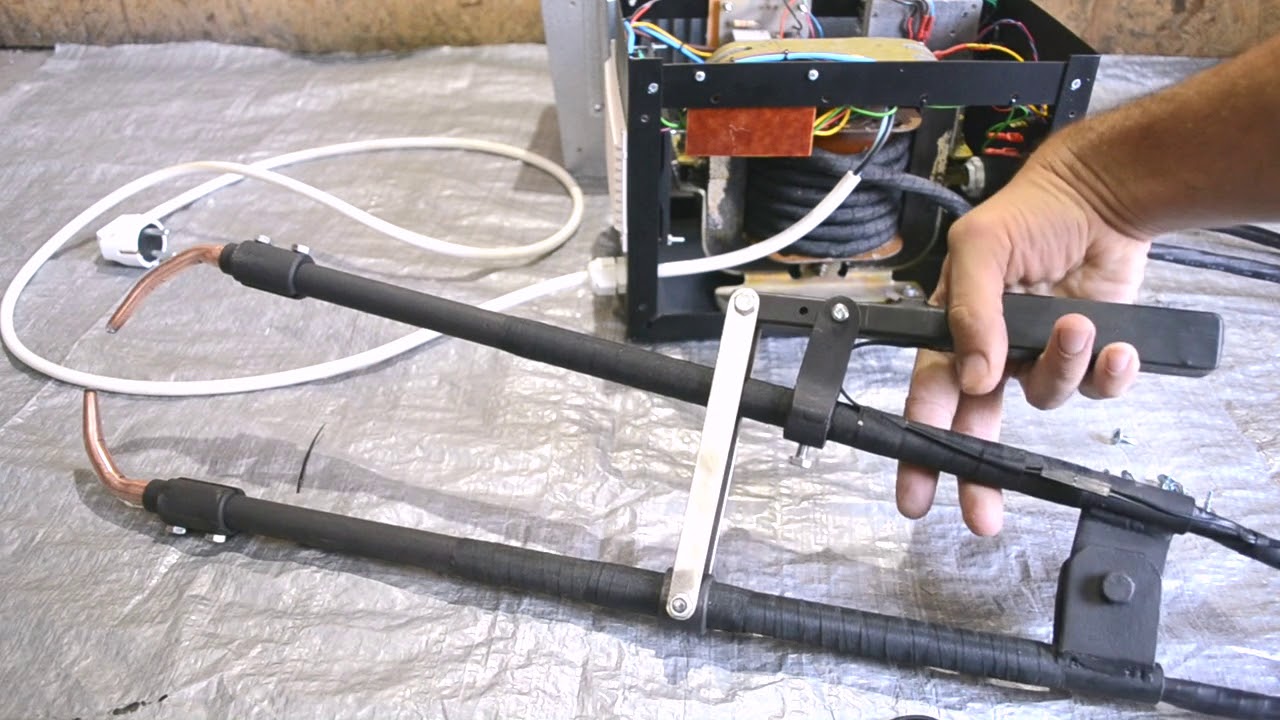 Однако из-за его низкого сопротивления при сварке алюминия необходимо использовать очень высокие уровни тока (порядка в два-три раза выше, чем для стали эквивалентной толщины).
Однако из-за его низкого сопротивления при сварке алюминия необходимо использовать очень высокие уровни тока (порядка в два-три раза выше, чем для стали эквивалентной толщины).
Кроме того, алюминий разрушает поверхность медных электродов в пределах очень небольшого количества сварных швов, что означает, что добиться стабильно высокого качества сварки очень трудно. По этой причине в настоящее время в промышленности встречаются только специальные применения точечной сварки алюминия. Появляются различные новые технологические разработки, помогающие обеспечить стабильную высококачественную точечную сварку алюминия.
Медь и ее сплавы также могут быть соединены контактной точечной сваркой, хотя точечная сварка меди не может быть легко достигнута с помощью обычных электродов для точечной сварки из медного сплава, поскольку выделение тепла электродами и заготовкой очень похоже.
Решение проблемы сварки меди заключается в использовании электрода из сплава с высоким электрическим сопротивлением и температурой плавления, значительно превышающей температуру плавления меди (намного выше 1080°C). Электродные материалы, обычно используемые для точечной сварки меди, включают молибден и вольфрам.
Электродные материалы, обычно используемые для точечной сварки меди, включают молибден и вольфрам.
Где применяется точечная сварка?
Точечная сварка применяется в ряде отраслей, включая автомобильную, аэрокосмическую, железнодорожную, бытовую технику, металлическую мебель, электронику, медицинское строительство и строительство.
Учитывая легкость автоматизации точечной сварки в сочетании с роботами и манипуляционными системами, это наиболее распространенный процесс соединения на производственных линиях большого объема и, в частности, был основным процессом соединения при изготовлении стальных вагонов на протяжении более 100 лет. годы.
Сварка кузова автомобиля на линии по производству автомобилей.
Часто задаваемые вопросы
Какой электродный материал следует использовать для контактной точечной сварки?
Электроды являются одним из наиболее важных факторов в процессе контактной сварки, но часто им злоупотребляют.